切割板材时减少木材浪费的7种方法
板材——胶合板、中密度纤维板、三聚氰胺板、定向刨花板、亚克力板——价格昂贵。一张2440 × 1220 mm的18 mm桦木胶合板根据等级不同价格在60-120美元之间。即使每个项目浪费一张板材,累积起来也是一笔不小的开支。好消息是:采用正确的方法,您可以持续将浪费降低到10%以下。
以下是切割板材时减少木材浪费的7种经过验证的策略。
1. 使用切割清单优化器(而非方格纸)
大多数木工师傅能做出的最大改进就是从手动布局规划转向自动化切割清单优化器。在方格纸上手动规划通常会留下15-25%的浪费,因为人脑不擅长解决包含许多零件的装箱问题。
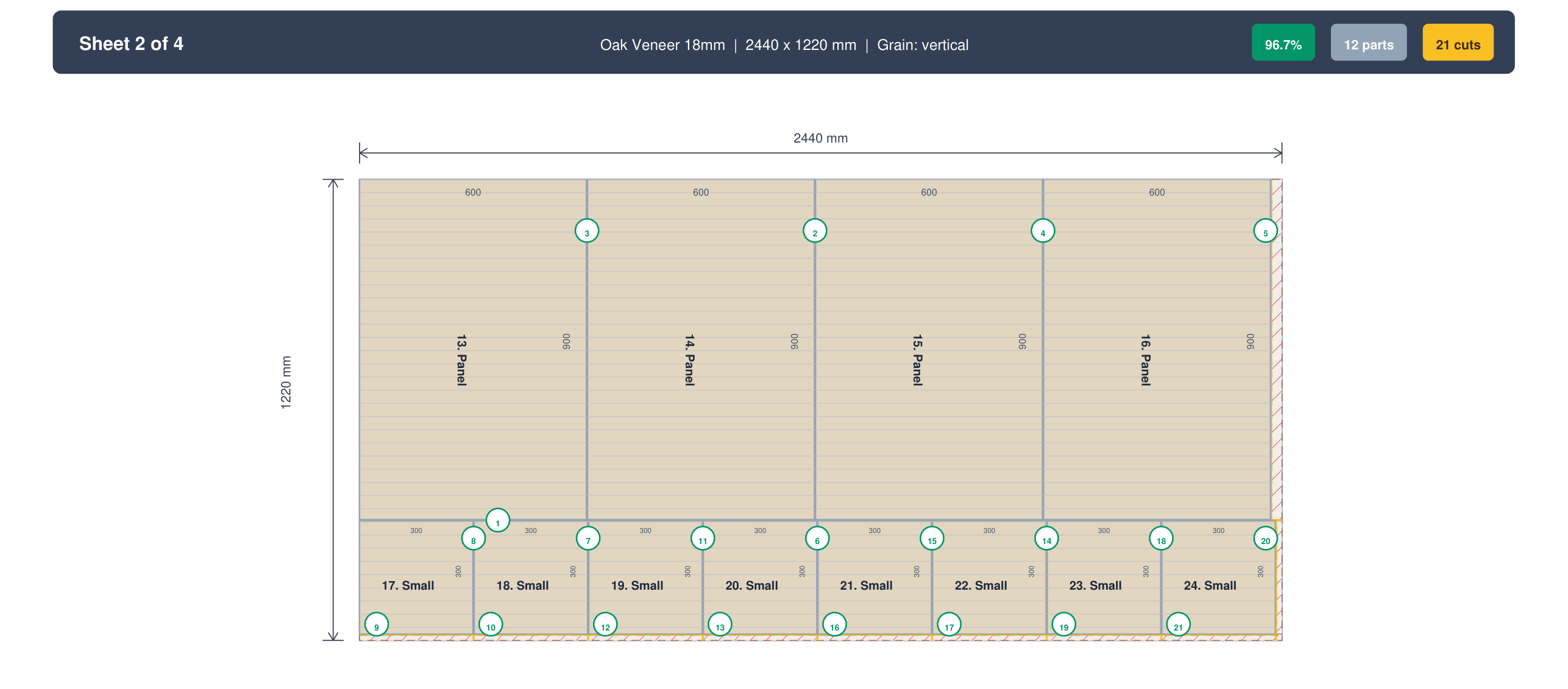
好的优化器会测试数十种不同的排列方式——包括旋转、排序和放置策略——并选择能在最少板材上放入最多零件的方案。仅材料节省的差异就足以证明在每个项目中使用优化器是值得的。
2. 在纹理不重要的地方允许零件旋转
许多木工师傅过度限制了纹理方向。虽然面框、抽屉面板和外露面板通常需要纹理沿特定方向运行,但内部搁板、背板和隐藏面板通常不需要。
允许30-40%的零件自由旋转可以给优化器更大的灵活性,通常可以减少5-8%的浪费。
经验法则:仅对外露且美观要求重要的零件限制纹理方向。对于结构性或隐藏的零件,让优化器自由旋转。
3. 将剩余切割件纳入库存
大多数车间都有一堆以前项目留下的剩余切割件。如果能够使用,这些本质上是免费材料。在开始新项目之前,测量您的重要切割件并将它们包含在库存清单中。
好的切割清单优化器会优先使用能容纳每个零件的最小板材,因此剩余切割件会在打开整张板材之前被优先使用。对于有积极切割件管理的车间,这每个项目可以节省0.5-1张板材。
4. 设置准确的锯缝值
锯缝是锯片每次切割时移除的材料宽度。大多数台锯和面板锯的锯缝为2.5-4 mm。这看起来很小,但在一张有15-20次切割的板材上,可以累积到40-80 mm的材料。
| 每张切割次数 | 锯缝 (3 mm) | 锯缝损失材料 |
|---|---|---|
| 5 | 3 mm | 15 mm |
| 10 | 3 mm | 30 mm |
| 20 | 3 mm | 60 mm |
| 30 | 3 mm | 90 mm |
始终在优化器中输入实际锯缝值。圆锯片通常为2.8-3.2 mm。导轨锯为2.4-2.8 mm。CNC路由刀头通常为6-8 mm。
5. 全批次优化,而非逐张优化
一个常见错误是逐张规划——尽可能填满第1张,然后第2张,依此类推。这种贪心方法通常会留下无法容纳剩余零件的尴尬空间。
合适的优化器会同时考虑所有零件和所有可用板材,有时会做出违反直觉的选择(例如在第1张上留下小间隙),以便在所有板材上获得更好的整体效果。
6. 将相似项目合并优化
如果您要制作两个相同的橱柜或一套搁架,请将它们作为一个任务一起优化,而不是运行两次优化器。更多零件 = 算法有更大灵活性 = 更低的浪费百分比。
数学说明:2张板材上的10个零件 vs. 4张板材上的20个零件——较大批次通常实现少3-5%的浪费,因为有更多选项来填充每张板材上的剩余空间。
7. 保存并复用您的剩余切割件系统
最后一个策略是一个系统,而非一种技术:编目您的剩余切割件。每次工作后,测量出来的重要切割件并记录下来。许多切割清单优化器允许您将这些保存为命名的库存项目。
当您的下一个项目开始时,导入您的剩余切割件库。这将剩余材料变成资源而非浪费。在一个活跃的木工车间中,一年的项目下来,严格的剩余切割件管理系统可以节省8-15整张板材。
关键要点
- 使用优化器而不是手动规划——立即节省10-15%的浪费
- 对非外露零件允许旋转以获得更好的装填灵活性
- 将剩余切割件作为可用库存以优先使用现有材料
- 设置准确的锯缝和修边值——它们在多次切割中会累积
- 同时优化所有板材,而不是逐张优化
- 合并相似项目以获得最佳整体效率
- 维护剩余切割件目录并在每个新任务中导入
常见问题
木料损耗控制在多少才算现实的目标?
在典型的柜体和家具制作中,只要你认真规划,5% 到 12% 是现实可行的;相比之下,仓促的手工排版往往是 15% 到 25%。零损耗并不是一个现实的目标,因为锯口、封边修边和木纹约束总会有所消耗,但用上面这些方法,把损耗控制在个位数是完全可以做到的。
裁切方案真能减少损耗,还是只是看起来更整齐?
它是真的能减少损耗。一个能让每块边角料都保持矩形、按相同尺寸把零件归类、并用小零件填补空隙的方案,同样一批零件,可以比毫无规划地开料时用更少的整板完成。决定余料还能不能用的,是裁切的排布方式,而不仅仅是看起来整不整齐。
应该总是先裁最长的零件吗?
通常是的。先裁最大的零件、采用贯通两端的整刀切割,往往能留下最大、最好再利用的矩形余料。更微妙的一条原则是:让每一刀都留下两块你仍愿意收着的料。有时这意味着先沿长边纵剖,有时则是横截。用每一刀留下的余料形状来判断这一刀该怎么切。
边角料值得留着吗,还是说存放的成本更划不来?
留有用的,其余的果断处理掉。做板材活儿时,边长大约在 300 mm 以上的料才值得占地方;更小的窄条只有在你确实会用到那个尺寸时才留。给每块料标上真实尺寸,竖着按大小分类存放,采购前先在自己的料架上“逛一逛”。这样管理的话,边角料一年能省下好几张整板;若是毫无章法地囤积,那就只会把工房塞满。
什么时候可以放心地忽略木纹方向来省料?
对谁都看不到的零件可以忽略木纹:柜底、背板、钉条、隐藏隔板和抽屉箱体。对任何看得见的地方都要锁定木纹,尤其是紧挨着、需要纹理相互匹配的表面,比如门板、抽面,以及一排外露的侧板。在裁切清单上把每个零件标注为锁定木纹还是自由,能让这个决定一目了然,也能让排版更紧凑地套料。
锯口到底会浪费多少材料?
比大多数人想的要多。一片 3 mm 的锯片每切一刀就去掉 3 mm,所以一张板上切 20 刀,光是变成锯末的就有约 60 mm;而 CNC 雕刻机 6 到 8 mm 的刀具损耗还要大得多。解决办法不是少切,而是把你真实的锯口宽度输入到方案里,这样零件才不会最后短了那么几毫米。量一下你实际用的锯片,别靠猜。
