Teljes Útmutató a Szabáslista-Optimalizáláshoz (2026)
A szabáslista-optimalizálás az alkatrészek alapanyagra — például rétegelt lemezlapokra, üvegpanelekre vagy fémlemezekre — való elrendezésének folyamata a hulladék minimalizálása és az anyagköltségek csökkentése érdekében. A 2D-s szabási készletproblémaként is ismert módszer algoritmusokat használ az alkatrészek leghatékonyabb elrendezésének megtalálásához. Akár hobbista, aki az első könyvespolcát építi, akár professzionális szekrényműhely, amely heti 50 lapot vág, az optimalizálás elveinek megértése időt, pénzt és anyagot takarít meg.
Mi az a szabáslista-optimalizálás?
Minden projekt, amely lemezanyagból történő alkatrész-vágást tartalmaz, ugyanazzal a kihívással kezdődik: van egy alkatrészlistája, amelyre szüksége van, és alaplapok készlete, amelyekből ki kell vágnia azokat. A cél az összes alkatrész elhelyezése a lehető legkevesebb lapra a lehető legkevesebb maradékkal.
Vegyünk egy valós példát. Konyhai szekrényeket épít, és 24 alkatrészre van szüksége — oldallapok, polcok, hátlapok és ajtók — három különböző anyagvastagságban: 18 mm rétegelt lemez a korpuszokhoz, 6 mm farostlemez a hátlapokhoz és 16 mm melamin a polcokhoz. Minden anyag 2440 × 1220 mm (8 × 4 ft) szabványos lapokban kapható.
24 alkatrész kézi elrendezése három anyagban papíron 30–60 percet vesz igénybe, és még egy tapasztalt asztalos is jellemzően 15–25%-át pazarolja a lapfelületnek. Az optimalizáló ugyanezt a munkát kevesebb mint 5 másodperc alatt végzi el, és jellemzően 5–12% hulladékot ér el — egy-két teljes lapot megtakarítva ekkora projektnél.
Matematikailag ez a 2D-s ládapakolási probléma (bin packing) egy változata, amely NP-nehéznek minősül. Ez azt jelenti, hogy nincs ismert algoritmus, amely garantálni tudná az abszolút legjobb megoldást ésszerű időn belül nagy bemeneteknél. Ehelyett az optimalizálók heurisztikus stratégiákat használnak — intelligens gyorsítókat, amelyek gyorsan találnak kiváló (közel optimális) megoldásokat. A jó hír: a modern heurisztikák az elméleti optimum 1–3%-án belül teljesítenek tipikus asztalos projekteknél, ami sokkal jobb, mint amit bármely ember kézzel elérhet.
A koncepció univerzálisan alkalmazható különböző iparágakban. Bútorgyártók rétegelt lemezt és MDF-et optimalizálnak. Üvegfeldolgozók ablakpaneleket optimalizálnak. Fémmegmunkáló műhelyek acéllemezeket optimalizálnak CNC plazmavágáshoz. Az anyagok és gépek különböznek, de az alapvető matematika — téglalapok téglalapokra illesztése minimális hulladékkal — azonos. Ez az útmutató az alapoktól a haladó technikákig mindent lefed, minden konkrét témához részletes cikkekre mutató hivatkozásokkal.
Kulcsfogalmak, amelyeket ismernie kell
Mielőtt belemerülnénk az algoritmusokba és a szoftverekbe, íme a fogalmak, amelyekkel minden szabásoptimalizálóban találkozni fog:
Alaplapok
A nyersanyag, amelyből vág. A szabványos lapméretek régiónként és anyagonként eltérőek — 2440 × 1220 mm (8 × 4 ft) Észak-Amerikában, 2800 × 2070 mm Európa nagy részén és 1525 × 1525 mm (5 × 5 ft) Ázsia egyes részein. A helyi szabványos méretek ismerete az első lépés minden optimalizálásban, ezért tekintse meg a szabványos lapméretek útmutatónkat az anyag és régió szerinti teljes referenciáért. Nem szabványos méreteket is hozzáadhat — például korábbi projektekből származó maradékokat — elérhető készletként.
Alkatrészek (Darabok)
Az egyes komponensek, amelyekre szüksége van. Minden alkatrésznek van hossza, szélessége, mennyisége és opcionálisan anyag-hozzárendelése, erezet-iránya és élzárási specifikációja.
Fűrészrés szélesség (Kerf)
A fűrészlap által eltávolított anyag szélessége — jellemzően 2,5–4 mm asztali fűrészeknél és 5–8 mm egyes panelfűrészeknél. Ez a kis érték gyorsan halmozódik: 10 keresztvágás 3 mm-es kerf-fel 30 mm használható anyagot távolít el. Egy jó optimalizáló minden szomszédos vágás között figyelembe veszi a kerf-et. A kerf helytelen beállítása a méretpontatlan alkatrészek egyik leggyakoribb oka — a fűrészrés útmutatónk elmagyarázza, hogyan mérje meg a lapját és állítsa be a helyes értéket.
Erezet iránya
Amikor a panel esztétikája fontos — például látható szekrényajtóknál vagy bútorlapoknál — az alkatrészeket úgy kell orientálni, hogy a fa erezete egy meghatározott irányba fusson. Ez korlátozza a forgatást és jellemzően 5–15%-kal növeli a hulladékot, de biztosítja a vizuális következetességet. Annak tudása, mikor rögzítse az erezetet és mikor engedélyezze a szabad forgatást, kritikus készség — olvassa el részletes cikkünket az erezet irányáról a panelvágásban gyakorlati útmutatásért. A CutPlan erezet-irány funkciója ezt automatikusan kezeli alkatrészenként.
Élzárás
Vékony anyagcsík (PVC, furnér vagy ABS), amelyet a panel látható éleire alkalmaznak a kész megjelenés érdekében. Az élzárásnak van saját vastagsága (jellemzően 0,5–2 mm), amely kissé módosítja az alkatrész nettó méreteit. Ha vastag élzárást használ (1 mm+), az optimalizálónak ezt figyelembe kell vennie, hogy az alkatrészek illeszkedjenek az élzárás felhelyezése után. Az élzárási útmutatónk lefedi a típusokat, alkalmazási módszereket és azt, hogy az élzárás vastagsága hogyan befolyásolja a szabáslistát.
Maradékok és hulladékok
Korábbi vágásokból származó maradék darabok, amelyek még elég nagyok lehetnek a felhasználáshoz. Maradékok hozzáadása elérhető készletként az egyik legegyszerűbb módja a hozam javításának. Kövesse nyomon őket, jelölje meg méretekkel és anyagtípussal, és használja fel a következő optimalizálásban. A szisztematikus megközelítés idővel 10–20%-kal csökkentheti anyagköltségeit — tekintse meg a maradékkezelési útmutatónkat a teljes nyomkövetési munkafolyamatért.
Hogyan működnek a szabásoptimalizáló algoritmusok
Az optimalizáló szoftver nem véletlenszerűen helyezi el az alkatrészeket. Strukturált stratégiákat követ, sok elrendezést tesztel és a legjobbat választja. Íme a főbb megközelítések:
First Fit Decreasing (FFD)
A legegyszerűbb heurisztika. Az összes alkatrészt a legnagyobbtól a legkisebbig rendezi, majd minden alkatrészt az első lapra helyezi, amelyre elfér. Gyors — jellemzően 100 milliszekundum alatt, még százas alkatrészek esetén is — és elfogadható eredményeket ad. Azonban ritkán éri el az optimális pakolást, mert nem veszi figyelembe, hogy a későbbi alkatrészek jobban elférnének a korábbiak más elrendezésénél. Gondoljon rá úgy, mint egy mohó algoritmusra: jó minden egyes lépésnél, de hiányzik a nagy kép.
Best Fit
Ahelyett, hogy egy alkatrészt az első elérhető lapra helyezne, a Best Fit megtalálja azt a lapot, ahol az alkatrész a legkevesebb fennmaradó helyet hagyja. Ez jellemzően teljesebben tölti ki a lapokat, csökkentve a részlegesen használt lapok számát. Az FFD-hez képesti javulás jellemzően 2–5%-kal kevesebb hulladék, elhanyagolható sebességveszteséggel. A Best Fit jó alapértelmezett választás egyszerű, 20 alkatrésznél kevesebb projektekhez.
Guillotine-vágás
Korlátoz, nem stratégia. A guillotine-vágásoknak teljesen az egyik éltől a másikig kell menniük — nem vághat ki téglalapot a lap közepéből. Ez az asztali fűrészek és panelfűrészek gyakorlati követelménye, ahol a lap átmegy a teljes panelen. A legtöbb műhely-orientált optimalizáló érvényesíti a guillotine-korlátokat, mivel így történnek a valós vágások ezeken a gépeken. A guillotine- és szabad vágás gyakorlati különbségeiről szóló részletes összehasonlításért lásd a guillotine- vs. szabad vágás útmutatónkat.
Szabad vágás / Nesting
Az alkatrészek bárhol elhelyezhetők a lapon, beleértve az átmenő vágásokat nem igénylő területeket. CNC marókhoz és lézervágókhoz használják, ahol a vágófej bárhol indítható és megállítható. A nesting sűrűbb elrendezéseket eredményez kevesebb hulladékkal, de az eredmények csak CNC berendezésen használhatók. Ha a kézi vágás és a CNC nesting között dönt, a CNC nesting vs. kézi szabáslista összehasonlításunk lebontja a költségeket, hozamot és berendezés-kompromisszumokat.
Többstratégiás optimalizálás
A legjobb eszközök — köztük a CutPlan — nem egyetlen algoritmura támaszkodnak. Ehelyett több stratégiát futtatnak párhuzamosan (a CutPlan 15 különböző megközelítést tesztel) és a legalacsonyabb hulladékú eredményt adják vissza. Ez a „bajnoksági" megközelítés következetesen felülmúl bármely egyedi heurisztikát, mert különböző stratégiák különböző alkatrész-kombinációknál teljesítenek a legjobban. Mind a 15 futtatásával és a győztes kiválasztásával megkapja a legjobb eredményt anélkül, hogy meg kellene értenie, melyik algoritmus a legalkalmasabb az adott esethez.
| Stratégia | Sebesség | Hulladék | Guillotine? | Legjobb |
|---|---|---|---|---|
| First Fit Decreasing | Nagyon gyors | 12–20% | Igen | Gyors becslések |
| Best Fit | Gyors | 10–16% | Igen | Egyszerű projektek |
| Guillotine rekurzív | Közepes | 6–12% | Igen | Asztali / panelfűrész |
| Szabad nesting | Közepes | 4–8% | Nem | CNC marók |
| Többstratégiás (15×) | 1–5 mp | 5–10% | Mindkettő | Minden felhasználás |
Anyagok, amelyek profitálnak a szabásoptimalizálásból
A szabáslista-optimalizálás nem csak az asztalosságra vonatkozik. Minden iparág, amely téglalap alakú alkatrészeket vág sík lemezanyagból, profitál ugyanabból a megközelítésből.
Fa és fa alapú lapok
A leggyakoribb felhasználási eset. Rétegelt lemez, MDF, melaminos forgácslap, OSB és farostlemez bútoripari, szekrény-, polc- és építőipari célokra. Az erezet iránya és az élzárás fa-specifikus korlátok, amelyeket egy jó optimalizáló natívan kezel. Ha kifejezetten rétegelt lemezzel dolgozik bútoripari projekten, a rétegelt lemez szabásoptimalizálási útmutatónk végigvezeti a teljes folyamaton a tervezéstől a műhelyig.
Üveg
Építészeti üveg, tükrök, zuhany panelek és asztallapok. Az üvegvágás több fontos szempontból különbözik a fától — a kerf gyakorlatilag nulla (karcolás és törés), a bevonatolt üvegnek az erezethez hasonló orientációs korlátja van, és a minimális maradékméretek fontosak, mivel a kis üvegmaradékok törékenyek és veszélyesek a kezelésben. Az üvegvágás-optimalizálási útmutatónk lefedi a specifikus beállításokat és technikákat.
Fém
Fémlemez, alumínium kompozit panelek (ACM), acéllemezek és rézlemezek. A fémvágás gyakran CNC lézert vagy plazmát használ, így a nesting (szabad vágás) alkalmazandó. A kerf jelentősen eltér folyamatonként — 0,2 mm szállézerhez, 2–3 mm plazmához, 1–2 mm vízsugarashoz. A fémanyag $2–10+/kg, ami az optimalizálást különösen értékessé teszi. A fémlemez nesting útmutatónk lefedi a CNC sajátosságokat és a megtakarításokat feldolgozó műhelyek számára.
Egyéb anyagok
Akril- és polikarbonát lapok, hablemezek, kompozit panelek, kerámia csempék és akár textíliák (tekercsvágás). Az optimalizálás matematikája azonos — csak a korlátok különböznek. Az akril például gondos figyelmet igényel a védőfólia orientációjára, és hajlamos repedésre, ha az alkatrészek túl vékonyak. A kerámia csempék specifikus hézagot igényelnek a fugákhoz. Minden esetben az alapvető megközelítés azonos: adja meg az alkatrészeket, határozza meg a készletet, állítsa be az anyagspecifikus korlátokat, és hagyja, hogy az algoritmus kezelje az elrendezést.
Hány lapra lesz szüksége?
Minden projekt egyik első kérdése: mennyi anyagot kell vennem? A válasz az alkatrészméretek, lapméretek, kerf és az erezet-irány korlátozottságától függ.
Durva becslésként számítsa ki az összes alkatrész összterületét, ossza el a lapfelülettel, és adjon hozzá 10–15%-ot hulladékra és kerf-re. De ez gyakran alábecsül — az alkatrészek nem pakolódnak tökéletesen, a kerf minden vágásnál halmozódik, és az erezet-korlátok megakadályozzák az optimális forgatást.
Például egy 20 alkatrészes projekt 4,5 m² összanyagterülettel úgy tűnhet, hogy 2 szabványos lap kell (mindegyik 2,98 m² = összesen 5,96 m²). De a kerf, az erezet iránya és a pakolási hatékonytalanság figyelembevétele után valószínűleg 3 lapra lesz szüksége. Az optimalizáló a pontos számot az elrendezés tényleges futtatásával számítja ki — kiküszöbölve a találgatást.
A lapszám vásárlás előtti becsléséhez lépésenkénti módszerért, beleértve a hulladéktényezőket figyelembe vevő képletet, tekintse meg a lapszám-kalkulátor útmutatónkat. Egy gyors optimalizálás futtatása az építőanyag-bolti út előtt megelőzheti a túlvásárlást (elpocsékolt pénz) és az alulvásárlást (elpocsékolt idő a második útra).
A megfelelő szoftver kiválasztása
A szabásoptimalizálók piaca jelentősen nőtt. 2026-ban tucatnyi lehetőség áll rendelkezésre — az ingyenes közösségi eszközöktől a több ezer dolláros professzionális gyártási szoftverekig. A megfelelő kiválasztása a projekt összetettségétől, a költségvetéstől és a munkafolyamattól függ. Íme a kulcsfontosságú döntések:
Online vs. asztali: A legnagyobb építészeti döntés, hogy web-alapú optimalizálót vagy asztali szoftvert használjon-e. Az online eszközök, mint a CutPlan, bármilyen eszközön működnek — PC, Mac, tablet, telefon — telepítés nélkül és automatikusan frissülnek. Az asztali eszközök, mint a MaxCut Community Edition, offline működnek, de jellemzően csak Windows-ra és kézi frissítést igényelnek. A 2026-os trend erősen a web-alapú eszközök felé mutat — eszközök közötti szinkronizálást, automatikus biztonsági mentéseket és nulla beállítást kínálnak. Az online vs. asztali optimalizáló összehasonlításunk lefedi a teljes kompromisszumokat a döntés segítéséhez.
Mobil hozzáférés: Ha az építőanyag-boltban szeretne vágásokat tervezni, a műhelyben a fűrész mellett megtekinteni az elrendezéseket, vagy a kanapéról áttekinteni egy projektet, a mobilbarát optimalizáló elengedhetetlen. A reszponzív web-alapú eszközök bármilyen telefonon vagy tableten működnek — a CutPlan-t akár a kezdőképernyőre is felveheti Progressive Web App (PWA)-ként, alkalmazásszerű élményért az alkalmazásboltból történő letöltés nélkül. Projektjei automatikusan szinkronizálódnak telefon, tablet és asztali gép között bejelentkezéskor.
CAD integráció: Ha SketchUp-ban, AutoCAD-ben vagy Fusion 360-ban tervez projekteket, áthidalhatja a szakadékot a tervezés és az optimalizálás között. Exportálja az alkatrészlistát CSV-ként a tervezőszoftverből, és importálja közvetlenül az optimalizálóba — nem szükséges a méretek kézi újbóli bevitele. Az ingyenes OpenCutList bővítmény SketchUp-hoz kinyeri az alkatrészeket méretekkel, anyag-hozzárendelésekkel és akár erezet-iránnyal. Az integrációs útmutatónk lefedi a teljes SketchUp-tól optimalizálóig munkafolyamatot és egyéb CAD kapcsolatokat.
Professzionális eszközök: A professzionális szekrényműhelyek és gyártólétesítmények gyakran integrált tervező-szabási szoftvert használnak, mint a PolyBoard + OptiCut, Cabinet Vision vagy KCD Software. Ezek $500–$5,000+-ba kerülnek, és tartalmazzák a tervezést, szabáslista-generálást és gépintegrációt egy csomagban. A legtöbb hobbista és kis műhely számára az ingyenes tervezőeszköz (SketchUp) és dedikált optimalizáló (CutPlan) kombinációja az eredmény 90%-át éri el az ár töredékéért.
A vezető eszközök közvetlen összehasonlításáért — beleértve a CutPlan, OptiCutter, CutList Optimizer, MaxCut és CutListEvo — tekintse meg a legjobb szabásoptimalizáló szoftverek összesítését. Ha ingyenes opcióval szeretne kezdeni, az ingyenes szabásoptimalizáló útmutatónk megmutatja, mit érhet el egy fillér nélkül.
Kézi elrendezés vs. optimalizáló szoftver
Nem minden projekthez kell szoftver. Íme egy gyakorlati összehasonlítás a döntés segítéséhez:
| Tényező | Kézi elrendezés | Optimalizáló szoftver |
|---|---|---|
| Alkatrészek száma | 1–8 alkatrész | Bármennyi |
| Lapok száma | 1–2 lap | Bármennyi |
| Tervezési idő | 15–60 perc | 30 másodperc alatt |
| Tipikus hulladék | 15–25% | 5–12% |
| Többanyagos | Nagyon nehéz | Automatikus |
| Kerf figyelembevétele | Gyakran elfelejtik | Mindig kiszámítva |
| Ismételhetőség | Nulláról kezdi minden alkalommal | Projektek mentése és újrafuttatása |
| Ár | Ingyenes (az ideje) | Ingyenes csomag, Pro $29/hó-tól |
Ökölszabály: Ha projektje 8-nál több alkatrészt tartalmaz vagy 2-nél több lapot ölel fel, a szoftver időt és anyagot egyaránt megtakarít. A megtérülési pont meglepően alacsony — akár egyetlen megtakarított lap egy hétvégi projektnél kifizeti egy hónap Pro előfizetést. Ha opciókat értékel, nézze meg, hogyan hasonlít a CutPlan az OptiCutter-hez és a CutList Optimizer-hez.
A hulladékszázalék megértése
Az optimalizálási eredmények áttekintésekor a hulladékszázalék a kulcsfontosságú mutató. Íme, hogyan értelmezze:
- 5% alatti hulladék: Kiváló. Jellemző sok hasonló méretű alkatrészt tartalmazó projektekre, amelyek szorosan pakolódnak, vagy amikor az optimalizáló szabad forgatást tud használni a legtöbb alkatrészen.
- 5–12% hulladék: Jó. Ez a normális tartomány a legtöbb valós projektnél erezet-irány korlátokkal és vegyes alkatrészméretekkel.
- 12–20% hulladék: Elfogadható kis projekteknél kevés alkatrészel, ahol az utolsó lap elkerülhetetlenül alulhasznált. Fontolja meg alkatrészek hozzáadását egy másik projektből a fennmaradó hely kitöltéséhez.
- 20% feletti hulladék: Ellenőrizze a bemeneteket. Gyakori okok: túl sok alkatrészen rögzített erezet, helytelen lapméretek, vagy alkatrészek, amelyek kissé nagyobbak a lapméret felénél (nagy használhatatlan csíkokat hozva létre).
Ne feledje, hogy a hulladékszázalék projektenként, nem laponként számítódik. Az utolsó lapja szinte mindig magasabb hulladékkal rendelkezik, mint a többi — ez normális. A fontos szám az összes lap összesített hulladéka. Ha csökkenteni szeretné az utolsó lap hulladékát, fontolja meg alkatrészek hozzáadását egy jövőbeli projektből, vagy néhány gyakori hasznos darab (polctartók, sablon anyag, próbadarabok) vágását a fennmaradó hely kitöltéséhez.
Lépésről lépésre: Szabáslista optimalizálása
Íme a teljes munkafolyamat a projekt indulásától a műhelyig. Az alábbi lépések a CutPlan-t használják referencia-eszközként, de a folyamat bármely optimalizálóra vonatkozik. Ha részletesebb útmutatót szeretne képernyőképekkel és valós projekt-példával, tekintse meg a lépésenkénti szabásoptimalizáló oktatóanyagunkat.
1. Mérje meg és sorolja fel az összes alkatrészt
Hozzon létre listát minden alkatrészről: címke, hossz, szélesség, mennyiség és anyag. Legyen precíz — 1 mm hiba egy 8-szor előforduló alkatrésznél 8 mm kumulált pontatlanságot jelent. Használjon következetes mértékegységeket (mm a precíz munkához; hüvelyk jól működik észak-amerikai asztalosoknak). Konyhai és beépített projekteknél használjon szekrénykomponens-ellenőrzőlistát, hogy ne feledkezzen meg hátlapokról, kitöltőkről vagy lábazatokról.
2. Határozza meg az alaplapokat
Adja hozzá a vásárolni tervezett vagy már meglévő lapméreteket. A szabványos méretek régiónként eltérőek:
- Észak-Amerika: 4 × 8 ft (1220 × 2440 mm)
- Európa: 2800 × 2070 mm vagy 2440 × 1220 mm
- Ázsia: 1220 × 2440 mm vagy 1525 × 1525 mm
Ha vannak maradékai korábbi projektekből, adja hozzá őket kiegészítő készletként pontos méreteikkel. A szabványos méretek anyagonkénti teljes listájáért tekintse meg a lapméret-referenciánkat.
3. Állítsa be a paramétereket
Konfigurálja az elrendezést befolyásoló kulcsbeállításokat:
- Kerf szélesség: Mérje meg tényleges lapját (jellemzően 2,5–4 mm asztali fűrészekhez). Tekintse meg a kerf útmutatónkat a szokásos lapszélességekért.
- Erezet iránya: Engedélyezze alkatrészenként, ha az anyag esztétikája fontos
- Élzárás: Jelölje meg, mely élek igényelnek élzárást és adja meg a vastagságot
- Lap szegély-levágás: Ha a lap széleit egyenesíteni kell, adjon hozzá levágási margót (5–10 mm élenként)
4. Futtassa az optimalizálót
Kattintson a Számítás gombra (vagy nyomja meg a Ctrl+Enter-t). A CutPlan 120+ stratégiát futtat háttér-szálban és 1–5 másodperc alatt visszaadja a legjobb eredményt, a projekt összetettségétől függően. A folyamatjelző mutatja, melyik stratégiát teszteli éppen. A befejezéskor látni fogja a nyertes elrendezést a legalacsonyabb hulladékszázalékkal, valamint egy összefoglalót, amely mutatja, hány lapra van szükség és az általános kihasználtsági arányt.
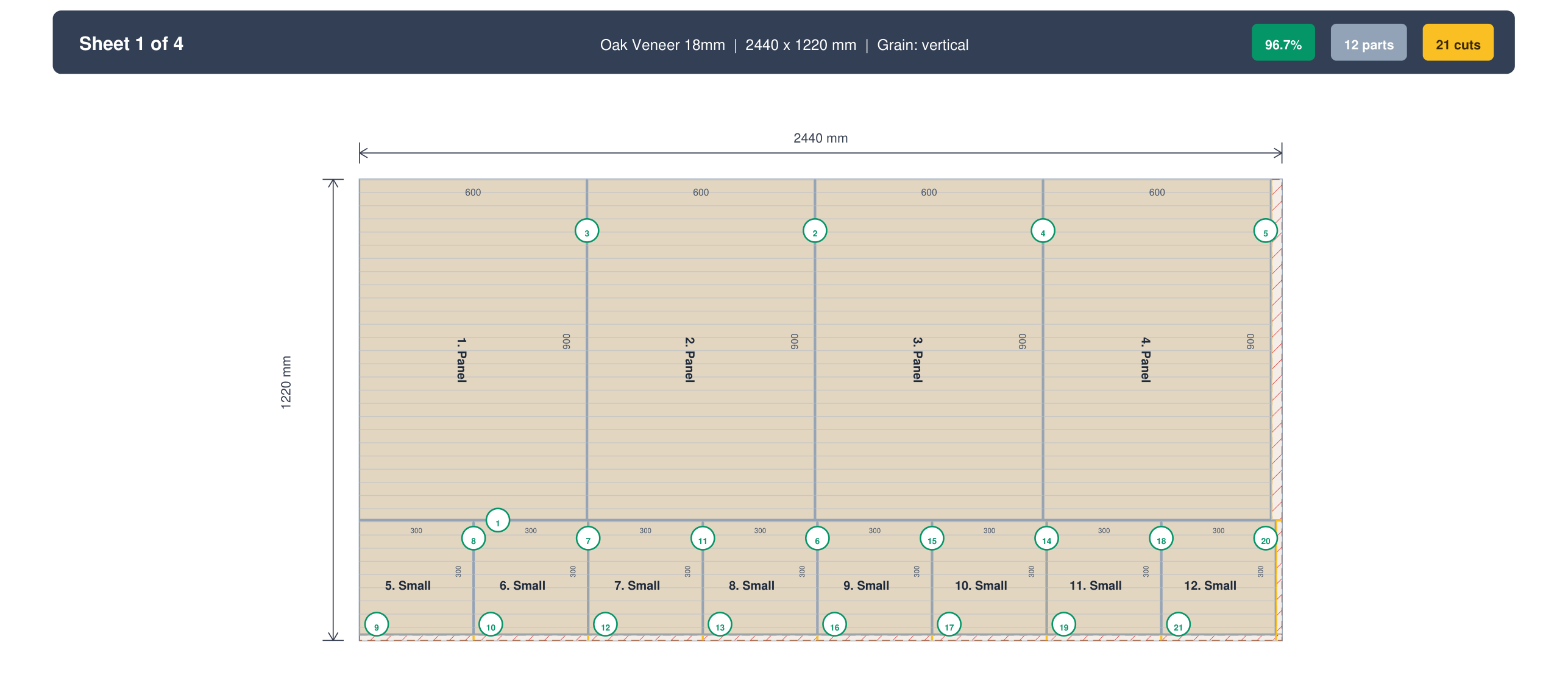
5. Tekintse át az elrendezést
Vizsgálja meg minden lap diagramját. Ellenőrizze, hogy az erezet irányok helyesek, az alkatrészek logikusan csoportosítottak és a hulladékszázalék elfogadható. A legtöbb projektnek 5–12% hulladékot kell elérnie. Ha hulladéka 15% felett van, gondolja át: szükséges-e minden erezet-rögzítés? Forgathatók-e egyes alkatrészek? Jobban pakolódna-e más lapméret? Néha a 2440 × 1220-ról 2800 × 2070 mm-es lapokra váltás 5–8%-kal csökkenti a hulladékot, mert a különböző arányok jobban illeszkednek a specifikus alkatrészméretekhez.
6. Exportálás a műhely számára
Az exportálási lehetőségek a munkafolyamattól függenek:
- PDF szabáslapok: Nyomtassa ki és vigye a műhelybe. Minden lapot mutat címkézett alkatrészekkel, méretekkel és vágási sorrenddel.
- CSV: Alkatrészadatok importálása más szoftverbe vagy CNC vezérlőkbe.
- DXF export: Ipari szabványos CAD formátum CNC gépekhez. Elérhető a CutPlan Pro-ban.
7. Vágjon és kövesse nyomon a maradékokat
Kövesse a számozott vágási sorrendet a PDF szabáslapon — úgy van megtervezve, hogy minden vágás a lehető legkevesebb zavarást okozza a fennmaradó alkatrészeknek. Jelölje meg az alkatrészeket vágás közben, írja a címkét a hátoldalra ceruzával. Vágás után mérje meg és jegyezze fel a használható maradékokat. Jelölje meg anyaggal, vastagsággal és méretekkel, és adja hozzá a készletnyilvántartáshoz a következő projekthez. Idővel ez a gyakorlat jelentősen csökkenti a projektenkénti anyagköltségeket. Tekintse meg a maradékkezelési útmutatónkat a szisztematikus nyomkövetési megközelítéshez.
Gyakori hibák, amelyeket el kell kerülni
Még optimalizáló szoftverrel is bizonyos beviteli hibák és munkafolyamat-problémák anyagot és időt pazarolhatnak. Ezeket a mintákat ismételten látjuk a felhasználói projektek ezreiben — és mindegyik megelőzhető. Íme a leggyakoribbak:
- A kerf elfelejtése: A kerf 0 mm-re állítása olyan elrendezéseket eredményez, ahol az alkatrészek túl kicsire vannak vágva. Minden vágás a lap szélességének megfelelő anyagot távolít el — 20 vágásnál 3 mm-es kerf-fel ez 60 mm elveszett anyag.
- Erezet rögzítése rejtett alkatrészeken: Az erezet iránya fontos a látható felületeken (ajtók, lapok), de nem a rejtetteken (hátlapok, belső polcok). Az erezet rögzítése minden alkatrészen 15%-kal növelheti a hulladékot vizuális előny nélkül.
- Az élzárás vastagságának figyelmen kívül hagyása: Ha 2 mm-es élzárást alkalmaz mindkét hosszú élre, az alkatrészt 4 mm-rel keskenyebbre kell vágni a kész méretnél.
- Maradékok be nem vonása: Sok asztalosnál vannak használható maradékok, amelyek soha nem kerülnek be az optimalizálóba. Készletként való hozzáadásuk kiválthat egy teljes lap szükségességét.
A közös szál: ezek a hibák mind azelőtt történnek, hogy a Számítás gombra kattintana. Az optimalizáló csak a megadott adatokkal tud dolgozni. Ellenőrizze kétszer a kerf-et, az erezet-beállításokat, az élzárást és a készletnyilvántartást a futtatás előtt. A teljes listáért megoldásokkal tekintse meg az 5 gyakori szabáslista-hiba és javításuk útmutatónkat.
Valós projektek
A szabáslista-optimalizálás minden léptékű projektre alkalmazható. Íme, hogyan működik a gyakorlatban különböző projekttípusoknál:
Konyhai szekrények az egyik leganyag-igényesebb otthoni projekt. Egy tipikus konyha 10–15 szekrényt tartalmaz, amelyek 40–80 egyedi alkatrészt igényelnek 2–3 anyagban (18 mm rétegelt lemez korpuszokhoz, melamin polcokhoz, farostlemez hátlapokhoz). Optimalizálás nélkül akár 12 lapra és $150+ anyagpazarlásra is szükség lehet; optimalizálással — 9–10 lap minimális hulladékkal. A konyhai szekrény szabáslista útmutatónk teljes alkatrész-ellenőrzőlistát ad.
Kezdő projektek mint könyvespolcok, íróasztalok és tárolók tökéletesek az optimalizálás elsajátításához. Még egy egyszerű könyvespolc 8–10 alkatrésszel is profitál a szoftverből. Ha teljesen új a panelvágásban, kezdje a panelvágás kezdők útmutatójával.
Kis műhelyek egyedi korlátokkal néznek szembe — korlátozott raktárhely, kisebb költségvetés és gyakran nincs CNC felszerelés. Az optimalizálás még fontosabb ezekben a körülményekben. A kis műhelyi anyagoptimalizálási útmutatónk gyakorlati stratégiákat fed le.
CNC termelő műhelyek más kérdésekkel foglalkoznak: nesting hatékonyság, DXF fájl előkészítés és gépspecifikus korlátok. Útmutatóink a DXF export CNC-hez és a CNC nesting vs. kézi szabáslisták lefedik a termelési munkafolyamatot.
Hulladék- és maradékkezelés
Még tökéletes optimalizálással is minden projekt termel némi hulladékot. A költséghatékony és a drága műhely közötti különbség az, hogy mi történik ezzel a hulladékkal.
A maradékok újrafelhasználása a leghatásosabb gyakorlat. Minden projekt után mérjen meg minden 200 × 200 mm-nél nagyobb maradékot. Jelölje meg anyaggal, vastagsággal és méretekkel, és tárolja elérhető helyen. A következő projekt előtt adja meg ezeket a maradékokat elérhető készletként az optimalizálóban.
A projektek csoportosítása felerősíti a hatást. Ha ezen a hétvégén íróasztalt és a következő hónapban könyvespolcot épít, optimalizálja mindkét projektet együtt. Az optimalizáló a könyvespolc kis alkatrészeit az íróasztal-elrendezés hulladékterületeibe illesztheti.
A hulladék időbeli nyomon követése mintákat tár fel. Ha folyamatosan 15%+ hulladékot lát bizonyos lapméreteken, érdemes lehet nagyobb vagy más arányú lapra váltani.
Az optimalizálás gazdasági indoka egyértelmű. Egy hobbista, aki évi 4–6 projektet épít átlagosan $50 megtakarítással projektenként, évi $200–$300-t takarít meg. Egy professzionális műhely, amely heti 20+ lapot vág, évi $5,000–$15,000-t takaríthat meg csak anyagköltségben. A befektetés megtérülése szinte mindig pozitív az első projekt után. A 7 módszer a fahulladék minimalizálására útmutatónk átfogó megközelítést ad.
Tippek a jobb eredményekhez
- Csoportosítson anyagvastagság szerint: Soha ne keverje a 18 mm-es rétegelt lemezt a 6 mm-es farostlemezzel ugyanazon a lapon.
- Engedélyezze a forgatást, ha az erezet nem számít: Az alkatrészforgatás engedélyezése jellemzően 10–15%-kal javítja a hozamot.
- Pontosan számítsa be a kerf-et: 3 mm-es kerf 20 vágásnál 60 mm-t — közel 2,5 hüvelyket — távolít el a felhasználható anyagból.
- Adja meg a maradékokat készletként: Az a 800 × 400 mm-es darab az utolsó projektből pont jó lehet egy polchoz a jelenlegiben.
- Tesztelje mindkét lap-orientációt: Ha szállítója mind a 2440 × 1220, mind az 1220 × 2440 méretet kínálja, próbálja ki mindkettőt.
- Kerekítsen felfelé a lapszámnál: Mindig vegyen egy extra lapot puffernek hibákra, próbavágásokra és jövőbeli javításokhoz.
- Csoportosítsa a hasonló projekteket: Ha három azonos könyvespolcot épít, optimalizálja mindhármat egyszerre.
- Mentse a projekteket sablonként: Ha rendszeresen építi ugyanazt a szekrénytípust, mentse el az alkatrészlistát sablonként.
- Futtassa az optimalizálást anyagvásárlás előtt: Ne fejben becsülje a lapszámot. Futtassa az optimalizálót először.
- Gondoljon az élzárásra korán: Ha vastag élzárást (1–2 mm) alkalmaz, számítsa be az optimalizálási beállításokban a számítás előtt — ne utána.
Gyakran ismételt kérdések
Mi az a szabáslista-optimalizáló?
A szabáslista-optimalizáló egy szoftvereszköz, amely kiszámítja a leghatékonyabb módot alkatrészek szabására alaplapokból, minimalizálva a hulladékot és az anyagköltségeket. Bin-packing algoritmusokat használ téglalap alakú alkatrészek elrendezésére standard lapméreteken, figyelembe véve a fűrészrés szélességét, az erezet irányát és egyéb korlátokat.
A szabáslista-optimalizálás ugyanaz, mint a nesting?
Kapcsolódnak, de nem azonosak. A nesting szabad elhelyezést és bármilyen szögű forgatást tesz lehetővé, ami CNC gépeknél jellemző. A szabáslista-optimalizálás jellemzően guillotine-vágásokat használ — egyenes, éltől élig tartó vágásokat, amelyek gyakorlatiak asztali fűrészekhez és panelfűrészekhez. Egyes eszközök, köztük a CutPlan, mindkét megközelítést támogatják.
Ingyen is optimalizálhatom a vágásokat?
Igen. A CutPlan ingyenes csomagot kínál havi 30 számítással, amely lefedi a legtöbb hobbista és kis műhely igényeit. Nagyobb projektekhez a Pro csomagok $29/hónaptól indulnak.
Az erezet iránya befolyásolja az optimalizálást?
Igen, jelentősen. Amikor az erezet iránya fontos, az optimalizáló korlátozza az alkatrészek forgatását. Ez 5–15%-kal növelheti az anyagfelhasználást, de biztosítja a vizuális következetességet.
Mennyi anyagot takaríthatok meg optimalizáló szoftverrel?
Jellemzően 15–30%-ot a kézi elrendezéshez képest. Egy 10 lapos projektnél $50/lap áron ez $75–$150 megtakarítást jelenthet egyetlen optimalizálásból.
Milyen anyagokat optimalizálhatok szabásoptimalizálóval?
Használhatom a szabásoptimalizálót telefonon vagy tableten?
Igen, ha web-alapú. A CutPlan bármely mobil böngészőben működik. Tekintse meg a mobil optimalizáló útmutatónkat a beállítási utasításokért.
Hogyan importálhatok alkatrészeket SketchUp-ból egy szabásoptimalizálóba?
Használja az ingyenes OpenCutList bővítményt SketchUp-hoz. Exportáljon CSV-ként, majd importáljon a CutPlan-be. Az integrációs útmutatónk lefedi a teljes munkafolyamatot.
Online vagy asztali szabásoptimalizálót használjak?
Az online optimalizálók bármilyen eszközön működnek, nem igényelnek telepítést és automatikusan frissülnek. Az asztali eszközök offline működnek, de jellemzően csak Windows-ra. Tekintse meg az online vs. asztali összehasonlításunkat a részletes elemzésért.
Hogyan olvassam a PDF szabáslapot?
A PDF szabáslap minden alaplapot megmutat a címkézett alkatrészekkel, méretekkel és számozott vágási sorrenddel. A PDF szabáslap útmutatónk minden elemet részletesen elmagyaráz.
Folytatás olvasása
Ez az útmutató lefedi a szabáslista-optimalizálás alapjait a fogalmaktól a műhelyi gyakorlatig. Fedezze fel ezeket a forrásokat a specifikus témák mélyebb megismeréséhez:
- Próbálja ki a CutPlan-t ingyen — regisztráció nélkül, optimalizálja első szabáslistáját 60 másodperc alatt
- Lépésenkénti oktatóanyag — teljes kezdő útmutató az első alkatrésztől az exportált szabáslapig
- Legjobb szoftverek összehasonlítása — az összes vezető eszköz közvetlen összehasonlítása
- Konyhai szekrény útmutató — teljes szabáslista egy teljes konyhai projekthez
- 7 módszer a hulladék minimalizálására — gyakorlati tippek a szoftver-optimalizáláson túl
- CutPlan vs. OptiCutter összehasonlítás — közvetlen funkció-összehasonlítás
Készen áll szabáslistája optimalizálására?
Ingyenes, böngésző-alapú, telepítés nem szükséges. Illessze be alkatrészeit és kapjon optimalizált elrendezést másodpercek alatt.
Optimalizáló megnyitása →