キッチンキャビネットのカットリストの作り方
キッチンキャビネットのカットリストとは、キャビネットプロジェクトでカットが必要なすべてのパネルの完全な一覧表です — 側板、天板、底板、棚板、裏板、引き出し部品を含みます。カットを始める前に正確なカットリストを作成することで、材料を15〜25%節約し、寸法ミスや部品の漏れによるコストのかかる失敗を防ぐことができます。1台のベースユニットを作る場合でも、20台以上のキッチン全体でも、手順は同じです:測定、計画、すべての部品のリスト化、レイアウトの最適化、工房への出力。

キッチンキャビネットの構造
カットリストを作成する前に、標準的なキッチンキャビネットの構成要素を理解する必要があります。ベース、ウォール、トールのいずれのキャビネットも、寸法は異なりますが、同じ基本構造を共有しています。
ベースキャビネットの箱体は以下で構成されます:
- 側板2枚 — 箱の垂直な壁
- 天板(桟木または全面天板) — 上部で側板を接続
- 底板 — キャビネットの床面
- 裏板 — 通常はより薄い材料で、溝にはめ込むか背面に釘打ち
- 棚板 — キャビネットの用途に応じて可動式または固定式
- フェイスフレーム(オプション) — 前面の無垢材フレーム、アメリカンスタイルのキッチンに多い
引き出しキャビネットは引き出し1つにつき4つの部品を追加します:両側板、前板、背板、底板。3段引き出しのベースユニットでは、箱体自体に加えて15の部品がカットリストに追加されます。
ドアパネルは別途カットします — 同じシート材料から、または塗装する場合はMDFから。
素材について、業界標準は構造部品(側板、天板、底板、棚板)に18mm合板またはメラミン、裏板に12mmまたは6mmの合板/ハードボード、塗装ドア前面にMDFです。各素材の厚さは、異なるストックシートから取るため、カットリストでは別グループとして扱う必要があります。始める前に、お住まいの地域の標準シートサイズを理解することが不可欠です。
ステップ1 — キッチンの寸法測定
正確な測定は、すべてのキッチンカットリストの基盤です。以下を測定してください:
- 壁の長さ — 3つの高さ(床、壁の中央、天井)で測定し、最も短い寸法を使用します。壁が完全にまっすぐであることは稀です。
- 天井の高さ — トールキャビネットの最大高さと、ベースユニットとウォールユニットの間隔を決定します。
- 障害物 — 窓、配管、コンセント、ラジエーター、構造柱はすべてキャビネットの配置とサイズに影響します。
- 家電用開口 — 食洗機(通常幅600mm)、オーブン、冷蔵庫、コンロにはそれぞれ特定のクリアランスが必要です。
標準的なキッチンキャビネットの寸法は出発点として有用です:
- ベースキャビネット:奥行600mm × 高さ870mm(150mm巾木含む)、幅300mm〜900mm
- ウォールキャビネット:奥行300mm × 高さ720〜900mm、カウンタートップから450〜500mm上に設置
- トールキャビネット:奥行600mm × 高さ2100mm(パントリー)またはオーブンタワーの要件に合わせたサイズ
隣接するキャビネットと壁の間に2〜3mmの隙間を残し、フィッティング調整に備えます。これらの公差は小さく見えますが、10台のキャビネットの列全体で忘れると20〜30mmの誤差が蓄積され、最後のキャビネットが収まらなくなります。
ステップ2 — キャビネットレイアウトの計画
寸法が揃ったら、キッチンレイアウトをスケッチし、各位置にキャビネットタイプを割り当てます。一般的なキャビネットタイプには:
ベースキャビネット:
- 標準シングルドア(幅300mm、400mm、450mm、500mm、600mm)
- シンクベース(通常800mmまたは900mm、配管用切り欠きあり)
- 引き出しユニット(3段または4段、通常幅400mm〜600mm)
- コーナーベース(L型またはブラインドコーナー、900mm × 900mmの設置面積)
ウォールキャビネット:
- 標準シングルまたはダブルドア
- コーナーウォールユニット
- 冷蔵庫上キャビネット(低い高さ、広い幅)
トールキャビネット:
- パントリー/食品庫(フルハイト、棚板複数枚)
- オーブンタワー(ビルトインオーブンと電子レンジの収納)
レイアウトスケッチで各キャビネットに番号を付けてください — カットリストでこれらの番号を参照して部品を整理します。典型的なL型キッチンでは、ベースキャビネット12〜16台、ウォールキャビネット8〜12台、トールユニット1〜2台となり、すべての素材グループで150〜250個の個別部品が生じます。
ステップ3 — すべての部品をリスト化
レイアウトをキャビネットごとに確認します。各ユニットについて、すべての部品の正確な幅と高さをリスト化します。18mm合板製の標準600mmベースキャビネットの例:
- 側板2枚:564mm × 770mm
- 底板1枚:564mm × 564mm
- 天桟(前)1枚:564mm × 100mm
- 天桟(後)1枚:564mm × 100mm
- 棚板1枚:560mm × 540mm
6mm合板またはハードボード:
- 裏板1枚:598mm × 768mm
側板の奥行(564mm)は、溝はめ式の裏板を使用する場合の18mmの裏板インセットを考慮しています。底板の幅は両側の板厚を差し引きます(600mm − 2 × 18mm = 564mm)。これらの差し引きを正確に行うことが重要です — 内寸と外寸を混同することは、キャビネットカットリストで最もよくあるミスです。
見落としやすい部品を忘れずに:
- フィラーストリップ — 最後のキャビネットと壁の隙間を塞ぐもの(通常幅50〜100mm)
- エンドパネル — 露出したキャビネット側面をカバーする化粧パネル、より良い材料であることが多い
- 巾木(プリンス) — 150mm × キャビネット幅、端材から切り出すか別のシートから
- 引き出し部品 — 数え間違いやすい;引き出しの数で掛ける
すべての部品を素材と厚さでグループ化します。最終リストには3つのグループがあるかもしれません:18mm合板構造部品、6mmハードボード裏板、18mm MDF ドアパネル。各グループは、それぞれのストックシートサイズに対して個別に最適化されます。
ステップ4 — ソフトウェアで最適化
完全な部品リストが揃ったら、次のステップはそれらの部品をストックシート上に最小限の無駄で配置することです。200以上の部品でこれを手動で行うのは非現実的です — 1つのキッチンだけでも18mm材料のシートが8〜12枚必要になることがあります。ここでカットリスト最適化ツールが作業時間と大幅な材料費を節約します。
CutPlanでキッチンキャビネットのカットリストを最適化するには:
- 部品を入力し、素材と厚さでグループ化します。識別しやすいようにキャビネット番号で各部品に名前を付けます(例:「B3-側板」、「W5-棚板」)。
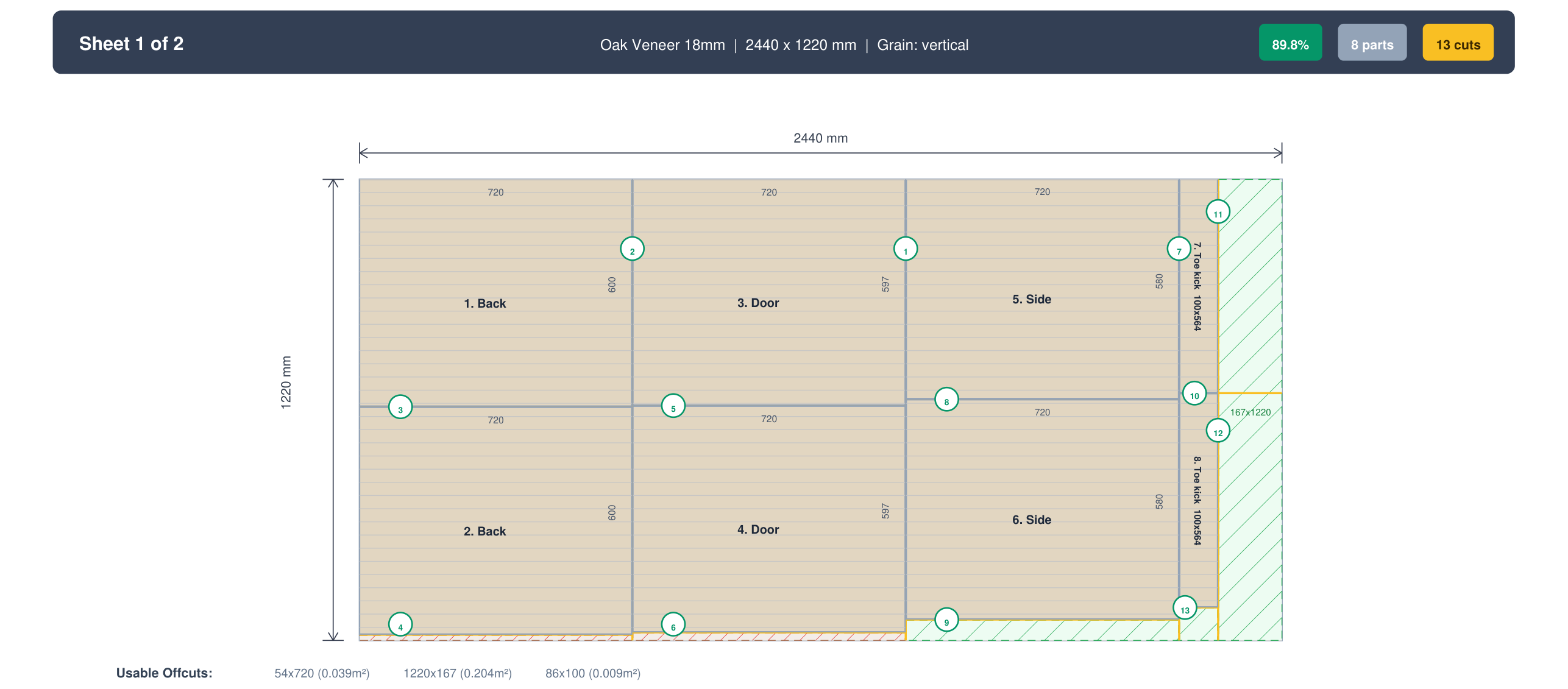
- ストックシートの寸法を設定。ほとんどの地域で標準は2440 × 1220mmですが、サプライヤーに確認してください — シートサイズは国によって異なります。
- ノコギリのカット幅を設定。標準的なテーブルソーの刃で通常3mm、パネルソーで4mm。これにより、最適化ツールが各カットで失われる材料を計算に含めます。
- 見える部品の木目方向をロック — キャビネット側板、エンドパネル、ドア前面。内部部品(棚板、桟木、裏板)は歩留まり向上のため回転自由にします。
- 最適化を実行。CutPlanが最も効率的な配置を計算し、必要なシート枚数を正確に教えます。
適切に最適化されたキッチンカットリストは通常85〜92%の材料利用率を達成します。最適化なしでは、手動レイアウトは各シートの25〜35%を無駄にすることが多いです。シート単価60〜80ドルの合板で10枚のキッチンプロジェクトでは、150〜280ドルの節約の可能性があります — 最適化ツールで数分費やすことを十分に正当化します。
ステップ5 — 出力とカット
レイアウトに満足したら、工房用のカット図面を出力します:
- PDF出力 — テーブルソーやパネルソーでの手動カットに最適。部品ラベルと寸法が明確にマークされたシートごとに1ページを印刷。
- DXF出力 — CNCルーターやビームソー用。DXFファイルには機械が直接読み取る正確な座標が含まれます。CutPlanのDXF出力はほとんどのCNCコントローラーと互換性があります。
- CSV出力 — カットをサプライヤーに依頼する場合に、部品リストの共有に便利。
カット前に、レイアウト図面上のすべての部品にキャビネット番号と位置をラベル付けしてください(例:「B3-左側板」)。カットした物理パネルにもこのラベルを転記してください — 組み立て時に似たような四角形が工房の床に何十枚もある状態での混乱を防ぎます。
まず構造パネルをカットし、次に裏板、そしてドアの順で行います。18mmシートの端材は巾木やフィラーストリップ用に保管してください — これらの小さな部品は、最適化ツールがより大きなパーツで埋められなかった無駄な領域にうまく収まることが多いです。
よくあるミスの回避
何百ものキッチンキャビネットプロジェクトを最適化した経験から、最も頻繁に見られるエラーをまとめました:
- エッジバンディングの厚みを忘れる。1mmまたは2mmのエッジバンディングを貼る場合、最適化ツールに入力する前に部品寸法からその分を差し引きます。両端に2mmのエッジバンディングを施す600mmの部品は596mmとして入力すべきです。
- 内寸と外寸を混同する。測定値が全体(外寸)か内部(側板間)かを最初に決めます。すべてのキャビネットで一貫させてください — 1つの計算ミスがそのユニット内のすべての部品に波及します。
- 素材でグループ化しない。18mm合板部品と6mmハードボード部品を同じ最適化実行に入力すると、使えない結果になります。必ず素材と厚さで分けてください。
- 色/ロットマッチングを無視する。異なるロットのシートはわずかに色調が異なる場合があります。同じロットのシートをすべて注文し、カット前にマークしてください。
- テストカットの余裕を見ない。特に引き出しスライドや蝶番の取り付けには、常に1〜2枚の予備部品を追加してください。余分な側板をカットする方が、1枚の穴あけミスでシート全体を無駄にするより安上がりです。
- 引き出し部品を忘れる。4段引き出しキャビネットは20個の個別部品(引き出し1つにつき5個)を追加します。箱体に集中していると数え間違いやすいです。
よくある質問
キッチンキャビネット10台に合板は何枚必要ですか?
キャビネットのサイズによりますが、おおよそ構造用18mm合板が6〜8枚、裏板用の薄い材料が2〜3枚です。正確な枚数はカットリスト最適化ツールを使用してください。
キャビネット構造には合板とMDFのどちらを使うべきですか?
合板はより強く、ネジの保持力が高く、耐湿性に優れるため、キャビネット箱体の推奨素材です。MDFは滑らかで木目のない表面のため、塗装ドアに適しています。
キャビネット側板の木目方向はどうすべきですか?
キャビネット側板の木目は、見た目と構造強度の両方の理由から縦方向に走るべきです。最適化ツールですべての見える面のパネルの木目方向をロックしてください。
