راهنمای جامع بهینهسازی لیست برش (۲۰۲۶)
بهینهسازی لیست برش فرآیند چیدمان قطعات روی مواد خام — مانند ورقهای تخته سهلایه، پنلهای شیشهای یا صفحات فلزی — برای به حداقل رساندن ضایعات و کاهش هزینه مواد است. همچنین به عنوان مسئله موجودی برش دوبعدی (2D Cutting Stock Problem) شناخته میشود و از الگوریتمهایی برای یافتن کارآمدترین چیدمان قطعات استفاده میکند. چه یک علاقهمند باشید که اولین قفسه کتاب خود را میسازد یا یک کارگاه حرفهای که هفتهای ۵۰ ورق برش میدهد، درک نحوه کار بهینهسازی در زمان، پول و مواد صرفهجویی خواهد کرد.
بهینهسازی لیست برش چیست؟
هر پروژهای که شامل برش قطعات از مواد ورقی است با همان چالش شروع میشود: شما لیستی از قطعات مورد نیاز و موجودی از ورقها برای برش از آنها دارید. هدف جای دادن همه قطعات روی کمترین ورق ممکن با کمترین ضایعات است.
یک مثال واقعی در نظر بگیرید. شما در حال ساخت مجموعهای از کابینتهای آشپزخانه هستید و به ۲۴ قطعه نیاز دارید — پنلهای جانبی، طبقات، پشتها و درها — در سه ضخامت مواد مختلف: تخته سهلایه ۱۸ میلیمتری برای بدنهها، هاردبورد ۶ میلیمتری برای پشتها، و ملامین ۱۶ میلیمتری برای طبقات. هر مادّه در ورقهای استاندارد ۲۴۴۰ × ۱۲۲۰ میلیمتر (۸ × ۴ فوت) ارائه میشود.
چیدمان دستی ۲۴ قطعه در سه مادّه روی کاغذ ۳۰–۶۰ دقیقه طول میکشد، و حتی یک نجار باتجربه معمولاً ۱۵–۲۵٪ از سطح ورق را هدر میدهد. یک بهینهساز همان کار را در کمتر از ۵ ثانیه انجام میدهد و معمولاً ۵–۱۲٪ ضایعات به دست میآورد — صرفهجویی یک یا دو ورق در پروژهای با این اندازه.
از نظر ریاضی، این یک نوع مسئله بستهبندی دوبعدی (2D Bin Packing) است که به عنوان NP-hard طبقهبندی میشود. یعنی هیچ الگوریتم شناختهشدهای وجود ندارد که بهترین راهحل مطلق را در زمان معقول برای ورودیهای بزرگ تضمین کند. در عوض، بهینهسازها از استراتژیهای اکتشافی استفاده میکنند — میانبرهای هوشمندانهای که راهحلهای عالی (نزدیک به بهینه) را سریع پیدا میکنند. خبر خوب: اکتشافیهای مدرن در پروژههای معمولی نجاری به محدوده ۱–۳٪ از بهینه نظری میرسند، که بسیار بهتر از آن چیزی است که هر فردی میتواند به صورت دستی دست یابد.
این مفهوم به طور جهانی در صنایع مختلف کاربرد دارد. سازندگان مبلمان تخته سهلایه و MDF را بهینه میکنند. تولیدکنندگان شیشه پنلهای پنجره را بهینه میکنند. کارگاههای فلزکاری صفحات فولاد را برای برش پلاسمای CNC بهینه میکنند. مواد و ماشینها متفاوتند، اما ریاضیات زیربنایی — جای دادن مستطیلها روی مستطیلها با حداقل ضایعات — یکسان است. این راهنما همه چیز را از پایهها تا تکنیکهای پیشرفته پوشش میدهد، با لینک به مقالات عمیق در هر موضوع خاص.
مفاهیم کلیدی که باید بدانید
قبل از ورود به الگوریتمها و نرمافزارها، اینجا اصطلاحاتی است که در هر بهینهساز لیست برش با آنها مواجه خواهید شد:
ورقهای موجودی
مواد خامی که از آنها برش میدهید. اندازههای استاندارد ورق بسته به منطقه و مادّه متفاوت است — ۲۴۴۰ × ۱۲۲۰ میلیمتر (۸ × ۴ فوت) در آمریکای شمالی، ۲۸۰۰ × ۲۰۷۰ میلیمتر در بیشتر اروپا، و ۱۵۲۵ × ۱۵۲۵ میلیمتر (۵ × ۵ فوت) در بخشهایی از آسیا. شناخت اندازههای استاندارد منطقه شما اولین گام در هر بهینهسازی است، بنابراین به راهنمای اندازههای استاندارد ورق ما مراجعه کنید. همچنین میتوانید اندازههای غیراستاندارد — مانند بقایای پروژههای قبلی — را به عنوان موجودی در دسترس اضافه کنید.
قطعات (تکهها)
اجزای منفردی که نیاز دارید. هر قطعه دارای طول، عرض، تعداد، و به طور اختیاری تعیین مواد، جهت الیاف و مشخصات لبهبندی است.
عرض برش (Kerf)
عرض مادّهای که توسط تیغه اره حذف میشود — معمولاً ۲.۵–۴ میلیمتر برای ارههای میزی و ۵–۸ میلیمتر برای برخی ارههای پنل. این مقدار کوچک به سرعت انباشته میشود: ۱۰ برش با kerf ۳ میلیمتری ۳۰ میلیمتر از مادّه قابل استفاده را حذف میکند. یک بهینهساز خوب kerf را بین هر برش مجاور محاسبه میکند. تنظیم اشتباه kerf یکی از رایجترین دلایل قطعات کوچکتر از اندازه است — راهنمای kerf ما نحوه اندازهگیری تیغه و تنظیم مقدار صحیح را توضیح میدهد.
جهت الیاف
وقتی زیباییشناسی پنل مهم است — مثلاً درهای کابینت قابل مشاهده یا رویههای مبلمان — قطعات باید به گونهای جهتگیری شوند که الیاف چوب در جهت خاصی قرار گیرند. این چرخش را محدود میکند و معمولاً ضایعات را ۵–۱۵٪ افزایش میدهد، اما یکنواختی بصری را تضمین میکند. دانستن اینکه چه زمانی الیاف را قفل کنید و چه زمانی چرخش آزاد را اجازه دهید یک مهارت حیاتی است — مقاله عمیق ما درباره جهت الیاف در برش پنل را برای راهنماییهای عملی بخوانید. ویژگی جهت الیاف CutPlan این کار را به طور خودکار برای هر قطعه انجام میدهد.
لبهبندی (Edge Banding)
نوار نازکی از مادّه (PVC، روکش یا ABS) که روی لبههای باز ورق برای ظاهر تمامشده چسبانده میشود. لبهبندی ضخامت خود را دارد (معمولاً ۰.۵–۲ میلیمتر) که ابعاد خالص قطعه را اندکی تغییر میدهد. اگر از لبهبندی ضخیم (۱ میلیمتر+) استفاده میکنید، بهینهساز باید این را در نظر بگیرد تا از قطعاتی که پس از اعمال لبهبندی جا نمیشوند جلوگیری شود. راهنمای لبهبندی ما انواع، روشهای اعمال، و نحوه تأثیر ضخامت لبهبندی بر لیست برش را پوشش میدهد.
بقایا و دورریزها
تکههای باقیمانده از برشهای قبلی که ممکن است هنوز به اندازه کافی بزرگ برای استفاده باشند. افزودن بقایا به عنوان موجودی در دسترس یکی از آسانترین راهها برای بهبود بازدهی است. آنها را ردیابی کنید، با ابعاد و نوع مادّه علامتگذاری کنید، و در بهینهسازی بعدی خود وارد کنید. یک رویکرد سیستماتیک میتواند هزینه مواد را ۱۰–۲۰٪ در طول زمان کاهش دهد — راهنمای مدیریت بقایا ما را برای گردش کار ردیابی کامل ببینید.
الگوریتمهای بهینهسازی لیست برش چگونه کار میکنند
نرمافزار بهینهسازی قطعات را به طور تصادفی روی ورقها قرار نمیدهد. از استراتژیهای ساختاریافته پیروی میکند، ترتیبات زیادی را آزمایش و بهترین را انتخاب میکند. رویکردهای اصلی اینجاست:
تطبیق اول نزولی (FFD)
سادهترین اکتشافی. همه قطعات را از بزرگترین به کوچکترین مرتب میکند، سپس هر قطعه را روی اولین ورقی که جا میشود قرار میدهد. سریع است — معمولاً زیر ۱۰۰ میلیثانیه حتی برای صدها قطعه — و نتایج معقولی تولید میکند. با این حال، به ندرت بستهبندی بهینه را به دست میآورد زیرا در نظر نمیگیرد که قطعات بعدی ممکن است با چیدمان متفاوت قطعات قبلی بهتر جا شوند. آن را به عنوان یک الگوریتم حریصانه در نظر بگیرید: در هر مرحله خوب، اما تصویر بزرگتر را از دست میدهد.
تطبیق بهترین (Best Fit)
به جای قرار دادن قطعه روی اولین ورق موجود، تطبیق بهترین ورقی را پیدا میکند که قطعه کمترین فضای باقیمانده را میگذارد. این تمایل به پر کردن کاملتر ورقها دارد و تعداد ورقهای نیمهاستفادهشده را کاهش میدهد. بهبود نسبت به FFD معمولاً ۲–۵٪ ضایعات کمتر با هزینه سرعت ناچیز است. تطبیق بهترین یک پیشفرض خوب برای پروژههای ساده با کمتر از ۲۰ قطعه است.
برش گیوتینی
یک محدودیت و نه یک استراتژی. برشهای گیوتینی باید کاملاً از یک لبه به لبه دیگر عبور کنند — نمیتوان مستطیلی از وسط ورق برید. این یک الزام عملی برای ارههای میزی و ارههای پنل است که تیغه از کل پنل عبور میکند. اکثر بهینهسازهای کارگاهی محدودیت گیوتین را اعمال میکنند، زیرا این نحوه عملکرد برشهای واقعی روی این ماشینهاست. برای مقایسه مفصل تفاوتهای عملی برش گیوتینی و برش آزاد، راهنمای ما درباره برش گیوتینی در مقابل برش آزاد را ببینید.
برش آزاد / نستینگ
قطعات میتوانند در هر جایی از ورق قرار گیرند، از جمله فضاهایی که نیاز به برشهای غیرسرتاسری دارند. این برای روترهای CNC و برشگرهای لیزری استفاده میشود، جایی که سر برش میتواند در هر جایی شروع و متوقف شود. نستینگ چیدمانهای متراکمتر با ضایعات کمتر تولید میکند، اما نتایج فقط روی تجهیزات CNC کار میکنند. اگر بین برش دستی و نستینگ CNC تصمیمگیری میکنید، مقایسه نستینگ CNC و لیست برش دستی ما مزایا و معایب هزینه، بازدهی و تجهیزات را تشریح میکند.
بهینهسازی چند استراتژی
بهترین ابزارها — از جمله CutPlan — به یک الگوریتم واحد متکی نیستند. در عوض، استراتژیهای متعددی را به طور موازی اجرا میکنند (CutPlan ۱۵ رویکرد مختلف را آزمایش میکند) و نتیجه با کمترین ضایعات را برمیگردانند. این رویکرد «مسابقهای» به طور مداوم از هر اکتشافی منفرد بهتر عمل میکند زیرا استراتژیهای مختلف در ترکیبهای مختلف قطعات برتری دارند. پروژهای با قطعات کوچک زیاد ممکن است با یک رویکرد بهتر بستهبندی شود، در حالی که پروژهای با چند قطعه بزرگ و تعداد زیادی کوچک ممکن است از استراتژی کاملاً متفاوتی بهره ببرد. با اجرای هر ۱۵ و انتخاب برنده، بهترین همه جهانها را بدون نیاز به درک اینکه کدام الگوریتم برای مورد خاص شما بهترین است به دست میآورید.
| استراتژی | سرعت | ضایعات | گیوتین؟ | بهترین برای |
|---|---|---|---|---|
| تطبیق اول نزولی | بسیار سریع | 12–20% | بله | تخمینهای سریع |
| تطبیق بهترین | سریع | 10–16% | بله | پروژههای ساده |
| گیوتین بازگشتی | متوسط | 6–12% | بله | اره میزی / اره پنل |
| نستینگ آزاد | متوسط | 4–8% | خیر | روترهای CNC |
| چند استراتژی (15×) | 1–5 ثانیه | 5–10% | هر دو | همه کاربردها |
موادی که از بهینهسازی برش بهره میبرند
بهینهسازی لیست برش فقط برای نجاری نیست. هر صنعتی که قطعات مستطیلی را از مواد ورقی مسطح برش میدهد از همان رویکرد بهره میبرد.
چوب و پنلهای پایه چوبی
رایجترین مورد استفاده. تخته سهلایه، MDF، نئوپان روکش ملامین، OSB و هاردبورد — همه در مبلمان، کابینت، قفسهبندی و ساختمانسازی استفاده میشوند. جهت الیاف و لبهبندی محدودیتهای خاص چوب هستند که بهینهساز خوب به طور بومی مدیریت میکند. اگر به طور خاص با تخته سهلایه برای پروژه مبلمان کار میکنید، آموزش بهینهسازی لیست برش تخته سهلایه ما فرآیند کامل از طراحی تا کارگاه را طی میکند.
شیشه
شیشه معماری، آینهها، پنلهای دوش و رویههای میز. برش شیشه از چندین جهت مهم با چوب تفاوت دارد — kerf عملاً صفر است (خطزنی و شکستن)، شیشه روکشدار محدودیت جهتگیری مشابه الیاف دارد، و حداقل اندازه بقایا مهم است زیرا بقایای کوچک شیشه شکننده و خطرناک هستند. راهنمای بهینهسازی برش شیشه ما تنظیمات و تکنیکهای خاص را پوشش میدهد.
فلز
ورق فلزی، پنلهای کامپوزیت آلومینیوم (ACM)، صفحات فولاد و ورقهای مس. برش فلز اغلب از لیزر یا پلاسمای CNC استفاده میکند، بنابراین نستینگ (برش آزاد) کاربرد دارد. kerf به طور قابل توجهی بسته به فرآیند متفاوت است — ۰.۲ میلیمتر برای لیزر فیبر، ۲–۳ میلیمتر برای پلاسما، ۱–۲ میلیمتر برای واترجت. موجودی فلز $2–$10+ به ازای هر کیلوگرم هزینه دارد که بهینهسازی را ویژه ارزشمند میکند. راهنمای نستینگ ورق فلز ما ملاحظات CNC و صرفهجویی در هزینه برای کارگاههای تولیدی را پوشش میدهد.
مواد دیگر
ورقهای آکریلیک و پلیکربنات، فومبورد، پنلهای کامپوزیت، کاشی سرامیک و حتی پارچه (برش رولی). ریاضیات بهینهسازی یکسان است — فقط محدودیتها متفاوتند. آکریلیک مثلاً نیاز به دقت در جهتگیری فیلم محافظ دارد و اگر قطعات بسیار نازک باشند ترک میخورد. کاشی سرامیک نیاز به فاصلهگذاری خاص برای خطوط بندکشی دارد. در هر مورد، رویکرد اساسی یکسان است: قطعات را وارد کنید، موجودی را تعریف کنید، محدودیتهای خاص مادّه را تنظیم کنید، و بگذارید الگوریتم چیدمان را مدیریت کند.
به چند ورق نیاز خواهید داشت؟
یکی از اولین سؤالات در هر پروژه: چقدر مواد باید بخرم؟ پاسخ به ابعاد قطعات، اندازه ورقها، kerf و اینکه آیا جهت الیاف محدود است بستگی دارد.
یک تخمین تقریبی محاسبه مساحت کل همه قطعات، تقسیم بر مساحت ورق، و افزودن ۱۰–۱۵٪ برای ضایعات و kerf است. اما این اغلب کمتر از واقعیت تخمین میزند — قطعات به طور کامل بستهبندی نمیشوند، kerf با هر برش انباشته میشود، و محدودیتهای الیاف چرخش بهینه را جلوگیری میکنند.
مثلاً، پروژهای با ۲۰ قطعه با مساحت کل ۴.۵ متر مربع ممکن است به نظر برسد که ۲ ورق استاندارد نیاز دارد (هر کدام ۲.۹۸ متر مربع = ۵.۹۶ متر مربع مجموع). اما پس از محاسبه kerf، جهت الیاف و ناکارآمدی بستهبندی، احتمالاً ۳ ورق نیاز خواهید داشت. یک بهینهساز تعداد دقیق را با اجرای واقعی چیدمان محاسبه میکند — حدسزنی را حذف میکند.
برای روشی گام به گام برای تخمین تعداد ورق قبل از خرید، از جمله فرمولی که عوامل ضایعات را در نظر میگیرد، راهنمای محاسبهگر چند ورق ما را ببینید. اجرای یک بهینهسازی سریع قبل از سفر به انبار چوب میتواند از خرید بیش از حد (هدر پول) و خرید کم (هدر زمان با سفر دوم) جلوگیری کند.
انتخاب نرمافزار مناسب
بازار بهینهسازهای لیست برش به طور قابل توجهی رشد کرده است. در ۲۰۲۶، دهها گزینه از ابزارهای رایگان جامعه تا نرمافزار تولید حرفهای به ارزش هزاران دلار دارید. انتخاب مناسب به پیچیدگی پروژه، بودجه و گردش کار شما بستگی دارد. اینجا تصمیمات کلیدی هستند:
آنلاین در مقابل دسکتاپ: بزرگترین تصمیم معماری استفاده از بهینهساز مبتنی بر وب یا نرمافزار دسکتاپ است. ابزارهای آنلاین مانند CutPlan روی هر دستگاهی کار میکنند — PC، Mac، تبلت، گوشی — بدون نصب و به طور خودکار بهروزرسانی میشوند. ابزارهای دسکتاپ مانند MaxCut Community Edition آفلاین کار میکنند اما معمولاً فقط برای Windows هستند و نیاز به بهروزرسانیهای دستی دارند. روند ۲۰۲۶ قویاً به سمت ابزارهای مبتنی بر وب است — آنها همگامسازی بین دستگاهها، پشتیبانگیری خودکار و تنظیم صفر ارائه میدهند. مقایسه بهینهساز آنلاین و دسکتاپ ما تمام مزایا و معایب را برای کمک به تصمیمگیری پوشش میدهد.
دسترسی موبایل: اگر میخواهید برشها را در انبار چوب برنامهریزی کنید، به چیدمانها کنار اره در کارگاه مراجعه کنید، یا پروژهای را از روی مبل بررسی کنید، بهینهساز سازگار با موبایل ضروری است. ابزارهای مبتنی بر وب ریسپانسیو روی هر گوشی یا تبلتی کار میکنند — حتی میتوانید CutPlan را به صفحه اصلی خود به عنوان Progressive Web App (PWA) اضافه کنید تا تجربهای شبیه اپلیکیشن بدون دانلود از فروشگاه اپلیکیشن داشته باشید. پروژههایتان هنگام ورود به حساب کاربری به طور خودکار بین گوشی، تبلت و دسکتاپ همگامسازی میشوند.
ادغام CAD: اگر پروژهها را در SketchUp، AutoCAD یا Fusion 360 طراحی میکنید، میتوانید شکاف بین طراحی و بهینهسازی را پر کنید. لیست قطعات را به صورت CSV از نرمافزار طراحی خروجی بگیرید و مستقیماً در بهینهساز وارد کنید — بدون ورود دستی مجدد ابعاد. افزونه رایگان OpenCutList برای SketchUp قطعات را با ابعاد، تعیین مواد و حتی جهت الیاف استخراج میکند. راهنمای ادغامها ما گردش کار کامل SketchUp تا بهینهساز و اتصالات CAD دیگر را پوشش میدهد.
ابزارهای سطح تولید: کارگاههای حرفهای کابینتسازی و تأسیسات تولید اغلب از نرمافزارهای یکپارچه طراحیتابرش مانند PolyBoard + OptiCut، Cabinet Vision یا KCD Software استفاده میکنند. اینها $500–$5,000+ هزینه دارند و شامل طراحی، تولید لیست برش و ادغام ماشین در یک بسته هستند. برای بیشتر علاقهمندان و کارگاههای کوچک، ترکیب یک ابزار طراحی رایگان (SketchUp) و یک بهینهساز اختصاصی (CutPlan) ۹۰٪ همان نتیجه را با کسری از هزینه به دست میآورد.
برای مقایسه کنار هم ابزارهای برتر — از جمله CutPlan، OptiCutter، CutList Optimizer، MaxCut و CutListEvo — بررسی بهترین نرمافزارهای بهینهسازی لیست برش ما را ببینید. اگر میخواهید با گزینه رایگان شروع کنید، راهنمای بهینهساز رایگان لیست برش ما آنچه بدون خرج کردن حتی یک ریال میتوانید انجام دهید را شرح میدهد.
چیدمان دستی در مقابل نرمافزار بهینهسازی
هر پروژهای نیاز به نرمافزار ندارد. اینجا مقایسهای عملی برای کمک به تصمیمگیری شماست:
| عامل | چیدمان دستی | نرمافزار بهینهسازی |
|---|---|---|
| تعداد قطعات | ۱–۸ قطعه | هر تعدادی |
| تعداد ورقها | ۱–۲ ورق | هر تعدادی |
| زمان برنامهریزی | ۱۵–۶۰ دقیقه | کمتر از ۳۰ ثانیه |
| ضایعات معمول | 15–25% | 5–12% |
| چند مادّه | بسیار دشوار | خودکار |
| محاسبه kerf | اغلب فراموش میشود | همیشه محاسبه میشود |
| قابلیت تکرار | هر بار از صفر شروع | ذخیره و اجرای مجدد پروژهها |
| هزینه | رایگان (وقت شما) | طرح رایگان موجود، Pro از ماهی $29 |
قاعده سرانگشتی: اگر پروژه شما بیش از ۸ قطعه دارد یا بیش از ۲ ورق را شامل میشود، نرمافزار هم در زمان و هم در مواد صرفهجویی خواهد کرد. نقطه سر به سر شگفتآور پایین است — حتی یک ورق صرفهجویی شده در پروژه آخر هفته هزینه اشتراک Pro یک ماه را پوشش میدهد. اگر گزینهها را ارزیابی میکنید، ببینید چگونه CutPlan با OptiCutter مقایسه میشود و CutList Optimizer.
درک درصد ضایعات
هنگام بررسی نتایج بهینهسازی، درصد ضایعات معیار کلیدی است. نحوه تفسیر آن:
- زیر ۵٪ ضایعات: عالی. معمول برای پروژههایی با قطعات هماندازه زیاد که محکم بستهبندی میشوند، یا وقتی بهینهساز میتواند از چرخش آزاد روی بیشتر قطعات استفاده کند.
- ۵–۱۲٪ ضایعات: خوب. این محدوده عادی برای بیشتر پروژههای دنیای واقعی با محدودیتهای جهت الیاف و اندازههای قطعات مختلط است.
- ۱۲–۲۰٪ ضایعات: قابل قبول برای پروژههای کوچک با قطعات کم، جایی که آخرین ورق ناگزیر نیمهاستفادهشده است. افزودن قطعات از پروژه دیگری برای پر کردن فضای باقیمانده را در نظر بگیرید.
- بیش از ۲۰٪ ضایعات: ورودیها را بررسی کنید. دلایل رایج: الیاف روی قطعات زیادی قفل شده، اندازه ورق موجودی اشتباه، یا قطعاتی که اندکی بزرگتر از نصف ابعاد ورق هستند (که نوارهای بزرگ غیرقابل استفاده ایجاد میکنند).
به یاد داشته باشید که درصد ضایعات برای کل پروژه محاسبه میشود، نه هر ورق. آخرین ورق شما تقریباً همیشه ضایعات بالاتری نسبت به بقیه خواهد داشت — این طبیعی است. عدد مهم ضایعات مجموع در همه ورقهاست. اگر میخواهید ضایعات آخرین ورق را کاهش دهید، افزودن قطعات از پروژه آینده یا برش تکههای خدماتی رایج (پایههای طبقه، مواد جیگ، قطعات آزمایشی) برای پر کردن فضای باقیمانده را در نظر بگیرید.
گام به گام: بهینهسازی لیست برش
اینجا گردش کار کامل از شروع پروژه تا کارگاه است. مراحل زیر از CutPlan به عنوان ابزار مرجع استفاده میکنند، اما فرآیند برای هر بهینهسازی کاربرد دارد. اگر آموزش مفصلتری با اسکرینشات و مثال پروژه واقعی ترجیح میدهید، آموزش گام به گام استفاده از بهینهساز لیست برش ما را ببینید.
۱. اندازهگیری و فهرست کردن همه قطعات
لیستی از هر قطعه ایجاد کنید: برچسب، طول، عرض، تعداد و مادّه. دقیق باشید — خطای ۱ میلیمتری در قطعهای که ۸ بار تکرار میشود به ۸ میلیمتر عدم دقت انباشته میشود. از واحدهای ثابت در سراسر پروژه استفاده کنید (میلیمتر استاندارد کار دقیق است؛ اینچ برای نجاران آمریکای شمالی مناسب است). برای پروژههای آشپزخانه و نصب داخلی، از چکلیست اجزای کابینت استفاده کنید تا مطمئن شوید پشتها، پرکنندهها یا پوششهای پای کابینت را فراموش نکردهاید.
۲. تعریف ورقهای موجودی
اندازههای ورقی که قصد خرید دارید یا از قبل دارید اضافه کنید. اندازههای استاندارد بسته به منطقه متفاوت است:
- آمریکای شمالی: ۴ × ۸ فوت (۱۲۲۰ × ۲۴۴۰ میلیمتر)
- اروپا: ۲۸۰۰ × ۲۰۷۰ میلیمتر یا ۲۴۴۰ × ۱۲۲۰ میلیمتر
- آسیا: ۱۲۲۰ × ۲۴۴۰ میلیمتر یا ۱۵۲۵ × ۱۵۲۵ میلیمتر
اگر بقایایی از پروژههای قبلی دارید، آنها را به عنوان موجودی اضافی با ابعاد دقیقشان اضافه کنید. برای لیست کامل اندازههای استاندارد بر اساس مادّه، مرجع اندازههای ورق ما را ببینید.
۳. تنظیم پارامترها
تنظیمات کلیدی که بر چیدمان تأثیر میگذارند را پیکربندی کنید:
- عرض برش: تیغه واقعی خود را اندازه بگیرید (معمولاً ۲.۵–۴ میلیمتر برای ارههای میزی). راهنمای kerf ما را برای عرضهای رایج تیغه ببینید.
- جهت الیاف: در صورت اهمیت زیباییشناسی مادّه، برای هر قطعه فعال کنید
- لبهبندی: کدام لبهها نیاز به نوار دارند مشخص کنید و ضخامت را تعیین کنید
- برش لبه موجودی: اگر لبههای ورق نیاز به صافسازی دارند، حاشیه برش اضافه کنید (۵–۱۰ میلیمتر هر لبه)
۴. اجرای بهینهساز
روی «محاسبه» کلیک کنید (یا Ctrl+Enter بزنید). CutPlan ۱۵ استراتژی را در رشته کاری پسزمینه اجرا و بهترین نتیجه را در ۱–۵ ثانیه بسته به پیچیدگی پروژه برمیگرداند. نشانگر پیشرفت نشان میدهد کدام استراتژی در حال آزمایش است. پس از اتمام، چیدمان برنده با کمترین درصد ضایعات را به همراه خلاصهای از تعداد ورقهای مورد نیاز و نرخ استفاده کلی خواهید دید.
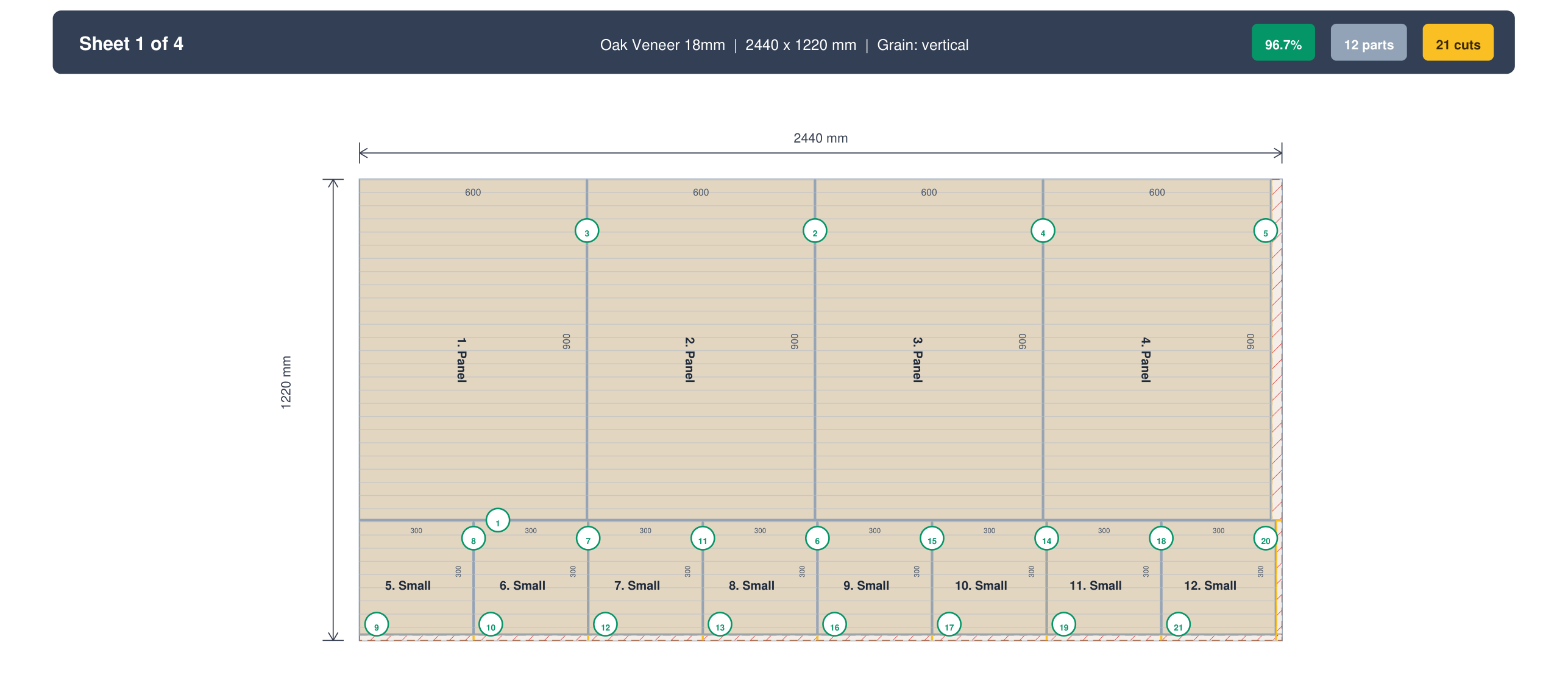
۵. بررسی چیدمان
نمودار هر ورق را بررسی کنید. مطمئن شوید جهت الیاف صحیح است، قطعات منطقی گروهبندی شدهاند و درصد ضایعات قابل قبول است. بیشتر پروژهها باید ۵–۱۲٪ ضایعات داشته باشند. اگر ضایعات بالای ۱۵٪ است، در نظر بگیرید: آیا همه قفلهای الیاف ضروری هستند؟ آیا برخی قطعات قابل چرخش هستند؟ آیا اندازه ورق متفاوتی بهتر بستهبندی میشود؟ گاهی تغییر از ورقهای ۲۴۴۰ × ۱۲۲۰ به ۲۸۰۰ × ۲۰۷۰ میلیمتر ضایعات را ۵–۸٪ کاهش میدهد زیرا نسبتهای متفاوت اندازه قطعات خاص شما را بهتر جا میدهند.
۶. خروجی برای کارگاه
گزینههای خروجی به گردش کار شما بستگی دارد:
- برگههای برش PDF: چاپ کنید و به کارگاه ببرید. هر ورق با قطعات برچسبدار، ابعاد و توالی برش نشان داده میشود.
- CSV: وارد کردن دادههای قطعات در نرمافزارهای دیگر یا کنترلرهای CNC.
- خروجی DXF: فرمت CAD صنعتی برای ماشینهای CNC. در CutPlan Pro موجود است.
۷. برش و ردیابی بقایا
توالی برش شمارهگذاری شده در برگه برش PDF خود را دنبال کنید — به گونهای طراحی شده که هر برش کمترین اختلال در قطعات باقیمانده ایجاد کند. هر قطعه را هنگام برش با نوشتن برچسب قطعه با مداد روی پشت علامتگذاری کنید. پس از برش، هر بقایای قابل استفاده را اندازه بگیرید و ثبت کنید. با مادّه، ضخامت و ابعاد برچسب بزنید و به موجودی خود برای پروژه بعدی اضافه کنید. با گذشت زمان، این عادت هزینه مواد هر پروژه را به طور قابل توجهی کاهش میدهد. راهنمای مدیریت بقایا ما را برای رویکرد ردیابی سیستماتیک ببینید.
اشتباهات رایجی که باید از آنها اجتناب کرد
حتی با نرمافزار بهینهسازی، برخی خطاهای ورودی و مشکلات گردش کار میتوانند مواد و زمان را هدر دهند. ما این الگوها را بارها در هزاران پروژه کاربران میبینیم — و همه قابل پیشگیری هستند. رایجترینها اینجاست:
- فراموش کردن kerf اره: تنظیم kerf روی ۰ میلیمتر چیدمانهایی تولید میکند که قطعات کوچکتر از حد لازم بریده میشوند. هر برش مادّهای به عرض تیغه حذف میکند — در ۲۰ برش با kerf ۳ میلیمتری، ۶۰ میلیمتر مادّه از دست رفته.
- قفل کردن الیاف روی قطعات مخفی: جهت الیاف روی سطوح قابل مشاهده (درها، رویهها) مهم است اما نه روی مخفیها (پشتها، طبقات داخلی). قفل کردن الیاف روی هر قطعه میتواند ضایعات را ۱۵٪ بدون فایده بصری افزایش دهد.
- نادیده گرفتن ضخامت لبهبندی: اگر لبهبندی ۲ میلیمتری روی هر دو لبه بلند اعمال کنید، قطعه باید ۴ میلیمتر باریکتر از ابعاد نهایی بریده شود.
- عدم شامل کردن بقایا: بسیاری از نجاران بقایای قابل استفادهای دارند که هرگز وارد بهینهساز نمیشوند. افزودن آنها به عنوان موجودی میتواند نیاز به یک ورق کامل را حذف کند.
نخ مشترک: همه این اشتباهات قبل از کلیک روی «محاسبه» رخ میدهند. بهینهساز فقط با ورودیهایی که به آن میدهید کار میکند. kerf، تنظیمات الیاف، لبهبندی و موجودی ورقها را قبل از اجرا دوبار بررسی کنید. برای لیست کاملی با راهحلها، راهنمای ما درباره ۵ اشتباه رایج لیست برش و نحوه رفع آنها را ببینید.
پروژههای دنیای واقعی
بهینهسازی لیست برش برای پروژهها در هر مقیاسی کاربرد دارد. در اینجا نحوه عملکرد آن در انواع مختلف پروژهها آمده است:
کابینتهای آشپزخانه یکی از پرمصرفترین پروژههای خانگی از نظر مواد هستند. یک آشپزخانه معمولی ۱۰–۱۵ کابینت دارد که ۴۰–۸۰ قطعه منفرد در ۲–۳ مادّه نیاز دارند (تخته سهلایه ۱۸ میلیمتری برای بدنهها، ملامین برای طبقات، هاردبورد برای پشتها). بدون بهینهسازی، ممکن است ۱۲ ورق نیاز داشته باشید و $150+ مواد هدر دهید؛ با آن، ۹–۱۰ ورق با حداقل ضایعات. پیچیدگی از مدیریت انواع مختلف کابینت (کف، دیوار، بلند، گوشه) با ابعاد مختلف اما مادّه مشترک ناشی میشود. راهنمای لیست برش کابینت آشپزخانه ما چکلیست کامل اجزا، ابعاد معمول بر اساس نوع کابینت و گردش کار کامل بهینهسازی از اندازهگیری تا کارگاه ارائه میدهد.
پروژههای مبتدی مانند قفسههای کتاب، میزهای تحریر و واحدهای ذخیرهسازی برای یادگیری بهینهسازی عالی هستند. حتی یک قفسه کتاب ساده با ۸–۱۰ قطعه از نرمافزار بهره میبرد — اشتباه رایج مبتدی خرید بیش از حد مواد (یا بدتر، کم خرید و سفر اضافی به فروشگاه) را جلوگیری میکند. منحنی یادگیری حدود ۵ دقیقه است: قطعات را وارد کنید، موجودی اضافه کنید، «محاسبه» بزنید. اگر کاملاً تازهکار برش پنل هستید — نه فقط نرمافزار بلکه فرآیند فیزیکی برش مواد ورقی — با راهنمای مبتدیان برش پنل ما شروع کنید که از انتخاب ابزار تا آخرین برش همراهتان است.
کارگاههای کوچک با محدودیتهای منحصر به فردی مواجه هستند — فضای ذخیرهسازی محدود موجودی، بودجههای کمتر و اغلب بدون تجهیزات CNC. بهینهسازی در این محیطها حتی مهمتر است زیرا هر ورق هدررفته درصد بزرگتری از بودجه شماست. استراتژیهایی مانند دستهبندی پروژهها، نگهداری موجودی بقایا و خرید در اندازههای رایج با گذشت زمان انباشته میشوند. راهنمای ما درباره بهینهسازی مواد در کارگاه کوچک استراتژیهای عملی برای کارگاههای محدود فضا، از جمله نحوه تصمیمگیری بین خرید ورقهای کامل در مقابل پنلهای از پیش بریده شده از فروشگاه را پوشش میدهد.
کارگاههای تولید CNC با دغدغههای متفاوتی سروکار دارند: کارایی نستینگ، آمادهسازی فایل DXF و محدودیتهای خاص ماشین مانند فاصله ابزار و مسیرهای ورودی. اگر روتر CNC، لیزر یا برشگر پلاسما اجرا میکنید، فرمت خروجی به اندازه خود چیدمان مهم است. راهنماهای ما درباره خروجی DXF برای CNC و نستینگ CNC در مقابل لیستهای برش دستی گردش کار تولید از بهینهسازی تا ماشین را پوشش میدهند.
مدیریت ضایعات و بقایا
حتی با بهینهسازی کامل، هر پروژه مقداری ضایعات تولید میکند. تفاوت بین کارگاه مقرونبهصرفه و گرانقیمت در این است که چه اتفاقی برای آن ضایعات میافتد.
استفاده مجدد از بقایا تأثیرگذارترین عمل است. پس از هر پروژه، هر بقایای بزرگتر از ۲۰۰ × ۲۰۰ میلیمتر (یا هر حداقلی که برای کار شما مفید است) اندازه بگیرید. با مادّه، ضخامت و ابعاد برچسب بزنید و جایی نگه دارید که بتوانید پیدا کنید. قبل از پروژه بعدی، این بقایا را به عنوان موجودی در دسترس در بهینهساز وارد کنید. یک بقایای تخته سهلایه ۶۰۰ × ۴۰۰ میلیمتری ممکن است دقیقاً اندازه مناسب برای یک طبقه باشد — از برش ورق کامل صرفهجویی میکند.
دستهبندی پروژهها اثر را تقویت میکند. اگر این آخر هفته میز میسازید و ماه آینده قفسه کتاب، هر دو پروژه را با هم بهینه کنید. بهینهساز میتواند قطعات کوچک قفسه را در مناطق ضایعات چیدمان میز جای دهد و تعداد کل ورقهای مورد نیاز را کاهش دهد. این به ویژه وقتی پروژهها مادّه و ضخامت مشترکی دارند خوب کار میکند.
ردیابی ضایعات در طول زمان الگوها را آشکار میکند. اگر به طور مداوم ۱۵٪+ ضایعات روی اندازههای ورق خاصی میبینید، ممکن است تغییر به ورق بزرگتر یا با نسبتهای متفاوت ارزشمند باشد. برخی کارگاهها یک صفحهگسترده ساده از درصد ضایعات هر پروژه نگه میدارند تا این روندها را تشخیص دهند. ممکن است کشف کنید پروژههای کابینت معمول شما ۱۸٪ روی ورقهای ۲۴۴۰ × ۱۲۲۰ میلیمتر هدر میدهند اما فقط ۹٪ روی ورقهای ۲۸۰۰ × ۲۰۷۰ میلیمتر — ورقهای کمی بزرگتر ابعاد استاندارد کابینت را بهتر جا میدهند.
توجیه اقتصادی بهینهسازی ساده و روشن است. یک علاقهمند که سالانه ۴–۶ پروژه میسازد با صرفهجویی متوسط $50 هر پروژه سالانه $200–$300 بازگشت سرمایه دارد. کارگاه حرفهای که هفتهای ۲۰+ ورق برش میدهد میتواند سالانه $5,000–$15,000 فقط در هزینه مواد صرفهجویی کند، بدون محاسبه زمان صرفهجوییشده در برنامهریزی و کاهش خطاها. بازگشت سرمایه تقریباً همیشه پس از اولین پروژه مثبت است. برای رویکرد جامع به همه استراتژیهای کاهش ضایعات، راهنمای ما درباره ۷ راه برای کاهش ضایعات چوب را ببینید.
نکاتی برای نتایج بهتر
- بر اساس ضخامت مادّه گروهبندی کنید: هرگز قطعات تخته سهلایه ۱۸ میلیمتری را با هاردبورد ۶ میلیمتری روی یک ورق مخلوط نکنید. از تعیین مواد برای جداسازی استفاده کنید.
- وقتی الیاف مهم نیست چرخش را فعال کنید: فعال کردن چرخش قطعات معمولاً بازدهی را ۱۰–۱۵٪ بهبود میدهد. فقط روی سطوح قابل مشاهده جهت الیاف را قفل کنید.
- kerf را دقیق محاسبه کنید: kerf ۳ میلیمتری در ۲۰ برش ۶۰ میلیمتر — تقریباً ۲.۵ اینچ — مادّه قابل استفاده حذف میکند. تیغه واقعی خود را اندازه بگیرید، حدس نزنید.
- بقایا را به عنوان موجودی شامل کنید: آن تکه ۸۰۰ × ۴۰۰ میلیمتری از پروژه آخر ممکن است دقیقاً اندازه مناسب برای طبقه در پروژه فعلی باشد.
- هر دو جهت ورق را آزمایش کنید: اگر تأمینکننده هر دو ۲۴۴۰ × ۱۲۲۰ و ۱۲۲۰ × ۲۴۴۰ (عمودی و افقی) ارائه میدهد، هر دو را امتحان کنید. بهینهساز ممکن است با یک جهت تناسب بهتری پیدا کند.
- در شمارش ورق رو به بالا گرد کنید: همیشه یک ورق اضافی به عنوان ذخیره برای اشتباهات، برشهای آزمایشی و تعمیرات آینده بخرید. یک ورق اضافی بهتر از سفر دوم به انبار چوب است.
- پروژههای مشابه را دستهبندی کنید: اگر سه قفسه کتاب یکسان میسازید، هر سه را با هم بهینه کنید. بهینهساز میتواند قطعات را در ورقها کارآمدتر از سه اجرای جداگانه بستهبندی کند.
- پروژهها را به عنوان قالب ذخیره کنید: اگر به طور منظم همان نوع کابینت میسازید، لیست قطعات را به عنوان قالب ذخیره کنید. تعداد و ابعاد را برای هر مشتری جدید به جای شروع از صفر تنظیم کنید.
- قبل از خرید مواد بهینهسازی اجرا کنید: تعداد ورقها را در ذهن تخمین نزنید. ابتدا بهینهساز را اجرا کنید تا دقیقاً بدانید چند ورق نیاز دارید. این از خرید بیش از حد و سفرهای اضطراری به فروشگاه جلوگیری میکند.
- زودتر به لبهبندی فکر کنید: اگر لبهبندی ضخیم (۱–۲ میلیمتر) اعمال میکنید، قبل از محاسبه آن را در تنظیمات بهینهسازی لحاظ کنید — نه بعد. تنظیمات پس از واقعه منجر به قطعاتی میشود که جا نمیشوند.
سؤالات متداول
بهینهساز لیست برش چیست؟
بهینهساز لیست برش یک ابزار نرمافزاری است که کارآمدترین روش برش قطعات از ورقهای موجودی را محاسبه میکند و ضایعات و هزینه مواد را به حداقل میرساند. از الگوریتمهای bin-packing برای چیدمان قطعات مستطیلی روی اندازههای استاندارد ورق استفاده میکند و عرض برش (kerf)، جهت الیاف و محدودیتهای دیگر را در نظر میگیرد.
آیا بهینهسازی لیست برش با نستینگ یکی است؟
مرتبط هستند اما یکسان نیستند. نستینگ اجازه قرارگیری آزاد و چرخش قطعات در هر زاویهای را میدهد که در دستگاههای CNC رایج است. بهینهسازی لیست برش معمولاً از برشهای گیوتینی استفاده میکند — برشهای مستقیم از لبه به لبه که برای ارههای میزی و ارههای پنل مناسب هستند. برخی ابزارها، از جمله CutPlan، از هر دو رویکرد پشتیبانی میکنند.
آیا میتوانم برشها را به صورت رایگان بهینه کنم؟
بله. CutPlan یک طرح رایگان با ۳۰ محاسبه در ماه ارائه میدهد که بیشتر نیازهای علاقهمندان و کارگاههای کوچک را برآورده میکند. برای پروژههای بزرگتر با محاسبات نامحدود، خروجی DXF برای CNC، دستورالعملهای برش مرحله به مرحله و مواد سفارشی، طرحهای Pro از ماهی $29 در دسترس هستند.
آیا جهت الیاف بر بهینهسازی تأثیر میگذارد؟
بله، به طور قابل توجهی. وقتی جهت الیاف مهم است — مثلاً در صفحات تخته سهلایه قابل مشاهده در مبلمان — بهینهساز چرخش قطعات را محدود میکند تا الیاف به طور یکنواخت قرار گیرند. این ممکن است مصرف مواد را ۵–۱۵٪ نسبت به چرخش آزاد افزایش دهد، اما یکنواختی بصری در سراسر پروژه را تضمین میکند.
با نرمافزار بهینهسازی چقدر مواد میتوانم صرفهجویی کنم؟
معمولاً ۱۵–۳۰٪ در مقایسه با چیدمان دستی، بسته به پیچیدگی پروژه و تنوع قطعات. در پروژهای با ۱۰ ورق تخته سهلایه با قیمت ورقی $50، این میتواند به معنای صرفهجویی $75–$150 در هزینه مواد از یک اجرای بهینهسازی باشد.
چه موادی را میتوانم با بهینهساز لیست برش بهینه کنم؟
آیا میتوانم از بهینهساز لیست برش روی گوشی یا تبلت استفاده کنم؟
بله، اگر مبتنی بر وب باشد. CutPlan در هر مرورگر موبایل اجرا میشود و میتوانید آن را به صفحه اصلی اضافه کنید تا تجربهای شبیه اپلیکیشن داشته باشید. این به شما امکان میدهد برشها را در انبار چوب برنامهریزی کنید، به چیدمانها در کارگاه مراجعه کنید، یا پروژهها را در حال حرکت تنظیم کنید. راهنمای بهینهساز موبایل ما را برای دستورالعملهای تنظیم ببینید.
چگونه قطعات را از SketchUp به بهینهساز لیست برش وارد کنم؟
از افزونه رایگان OpenCutList برای SketchUp استفاده کنید تا لیست قطعات با ابعاد، مواد و جهت الیاف استخراج شود. به صورت CSV خروجی بگیرید، سپس در CutPlan یا بهینهساز دیگری وارد کنید. راهنمای ادغامها ما گردش کار کامل را پوشش میدهد.
آیا باید از بهینهساز لیست برش آنلاین یا دسکتاپ استفاده کنم؟
بهینهسازهای آنلاین روی هر دستگاهی (PC، Mac، گوشی، تبلت) کار میکنند، نیاز به نصب ندارند و به طور خودکار بهروزرسانی میشوند. ابزارهای دسکتاپ آفلاین کار میکنند اما معمولاً فقط برای Windows هستند. برای بیشتر کاربران، بهینهساز مبتنی بر وب انعطافپذیری بیشتری ارائه میدهد. مقایسه آنلاین و دسکتاپ ما را برای تحلیل مفصل ببینید.
چگونه یک برگه برش PDF بخوانم؟
برگه برش PDF هر ورق موجودی را با قطعات برچسبدار، ابعاد و توالی برش شمارهگذاری شده نشان میدهد. اعداد را دنبال کنید تا برشها را به کارآمدترین ترتیب انجام دهید. هر قطعه برچسبدار است تا بتوانید قطعات را هنگام برش علامتگذاری کنید. راهنمای برگههای برش PDF ما هر عنصر را با جزئیات توضیح میدهد.
ادامه مطالعه
این راهنما اصول بهینهسازی لیست برش از مفاهیم تا عمل در کارگاه را پوشش میدهد. این منابع را برای عمیقتر شدن در موضوعات خاص کاوش کنید:
- CutPlan را رایگان امتحان کنید — بدون ثبتنام، اولین لیست برش خود را در کمتر از ۶۰ ثانیه بهینه کنید
- آموزش گام به گام — راهنمای کامل مبتدیان از اولین قطعه تا برگه برش خروجی
- مقایسه بهترین نرمافزارها — مقایسه کنار هم همه ابزارهای اصلی
- راهنمای کابینت آشپزخانه — لیست برش کامل برای پروژه آشپزخانه کامل
- ۷ راه برای کاهش ضایعات — نکات عملی فراتر از بهینهسازی نرمافزاری
- مقایسه CutPlan با OptiCutter — مقایسه ویژگیها کنار هم
آماده بهینهسازی لیست برش هستید؟
رایگان، مبتنی بر مرورگر، بدون نیاز به نصب. قطعات خود را وارد کنید و در عرض چند ثانیه چیدمان بهینه دریافت کنید.
← باز کردن بهینهساز